为了实现大像面、小投射比、高清画面要求,设计了一款折反式超短焦投影镜头。根据性能指标要求选择了反远距系统,采用缩放法获得初始结构,由出瞳位置不同视场光线与像面的高度关系,计算获得了反射镜坐标数据,拟合得到反射镜面型。采用点列图、场曲/畸变和调制传递函数(ModulationTransferFunction,MTF)曲线对像质进行了评价。最终获得了焦距为 5.45mm,投射比为 0.4的物方远心系统,在投影距离 720mm时可投射 80inch画面,清晰度为 1080p,视场角为 136°,放大倍率约为 125倍,系统点列图均方根(RootMean Square,RMS)半径小于 750μm,畸变小于 0.2%,相对照度在 96%以上,其 MTF曲线幅值在 0.54lp/mm时均大于 0.3。公差分析表明,系统设计合理,成像质量良好。相较于其他折反式超短焦投影镜头,该系统在保证成像质量的同时折射部分未使用非球面,有效降低了加工和装配难度。
超短焦投影 光学设计 折反式成像 非球面反射镜 公差分析 ultrashort focal projection optical design catadioptric imaging aspheric mirror tolerance analysis
1 安徽建筑大学工程机械智能制造重点实验室,安徽 合肥 230601
2 安徽春谷3D打印智能装备产业技术研究院,安徽 芜湖 241000
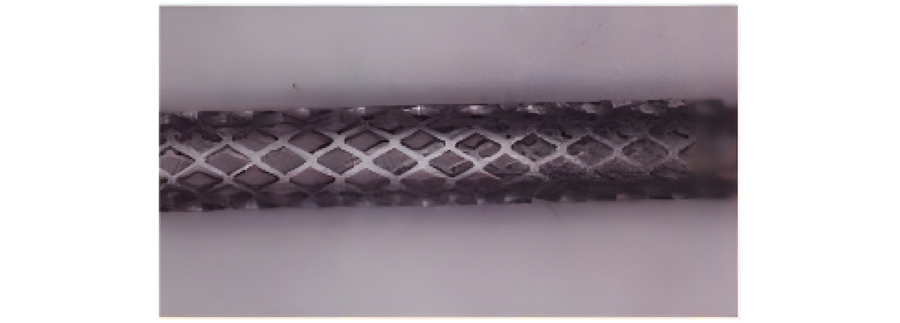
Finally, the limitations of laser processing at present are summarized, and the application and development of laser micromachining technology in the field of medical equipment in the future are prospected. Although laser microprocessing technology can micro-process a new generation of implantable medical devices with extremely fine structure, making the commercial use of the next generation of implantable medical devices feasible, the development of laser micro-processing technology in the biomedical field is not mature enough, the production efficiency is low, and the work stability needs to be improved. For the laser micromachining process, a complete set of theories has not yet been formed to explain the physical nature of the interaction between the laser and material under the extreme conditions of ultra-fast, ultra-short, and ultra-strong, nor can the impact of laser micromachining on the material structure and physical and chemical properties be well evaluated. The next work still needs a lot of basic and regular research. At the same time, according to the characteristics of laser micromachining and the properties of the processed materials, it is also necessary to develop simulation analysis software to simulate the micromachining process and optimize the parameters of the laser micromachining process.
激光微细加工 血管支架 骨支架 生物材料 抗菌性 laser micromachining vascular stent bone stent biological materials antibacterial
1 安徽建筑大学机械与电气工程学院,安徽 合肥 230601
2 工程机械智能制造重点实验室,安徽 合肥 230601
3 中国科学技术大学工程科学学院,安徽 合肥 230027
4 安徽拓宝增材制造科技有限公司,安徽 芜湖 241200
选择低成本的316L不锈钢旧粉进行选区激光熔化(SLM)成形,拟通过工艺参数优化和热处理来提高产品的性能。采用平均粒径为27.6 μm的316L不锈钢旧粉,在不同的工艺参数下制备多组试样,然后进行微观形貌观察和力学性能测试;选取成形性能较优的试样,研究不同冷却方式的热处理工艺对试样力学性能、耐蚀性以及组成相的影响。研究结果表明:激光能量密度为54 J/mm 3时,试样的成形性能(硬度、抗拉强度、延伸率等)最佳,且激光能量密度一定时,成形性能与激光功率、扫描速度密切相关;热处理后,试样表现为硬度和抗拉强度下降,延伸率和耐蚀性增大,奥氏体组织未发生转变,仅晶粒尺寸变大。使用316L不锈钢旧粉进行SLM成形时,选择适宜的成形参数与热处理方法可以使成形件具有优良的力学性能。
激光技术 选区激光熔化 316L不锈钢旧粉 激光能量密度 热处理 性能 激光与光电子学进展
2021, 58(1): 0114006
1 安徽机电职业技术学院机械工程系, 安徽 芜湖 241002
2 安徽拓宝增材制造科技有限公司, 安徽 芜湖 241300
3 安徽工程大学机械与汽车工程学院, 安徽 芜湖 241000
采用选区激光熔化(SLM)技术制备了316L不锈钢,分析了激光功率、扫描速度和扫描间距与成形件裂纹的变化规律,研究了裂纹形貌、化学成分、析出相种类和晶粒尺寸,获得了不同位置处裂纹的组织结构和形成机理。结果表明,裂纹主要为微孔聚集形裂纹、气泡聚集形裂纹和热裂纹。随着线能量密度的增大,微孔聚集形裂纹和气泡聚集形裂纹数目先增加后减少,热裂纹单向逐渐增多。优化工艺参数(线能量密度为222.2 J/m, 激光功率为200 W, 激光扫描速率为900 mm/s)下,获得了无裂纹、无气泡、少量孔隙的成形件。
激光技术 选区激光熔化 线能量密度 裂纹 气泡 孔隙 缺陷分析 激光与光电子学进展
2019, 56(10): 101401









