1 中国科学院半导体研究所全固态光源实验室,北京 100083
2 北京市全固态激光先进制造工程技术研究中心,北京 100083
3 中央民族大学 理学院,北京 100081
4 中国科学院大学 材料科学与光电技术学院,北京 100049
透明硬脆材料由于其优异的力学性能、热稳定性、耐腐蚀性以及光电性能,广泛应用于半导体与电子领域。传统透明硬脆材料切片方法效率低、材料损耗大,制约了硬脆材料的推广应用。激光剥离技术是近年来新兴的一种透明硬脆材料切片新方法,较传统金刚线切割方法大幅提升硬脆材料的切片效率和材料利用率,目前已发展成为硬脆材料激光加工领域学术研究与产业应用的焦点。文中深入分析透明硬脆材料激光剥离物理过程,归纳激光剥离过程关键科学问题:透明硬脆材料对激光的非线性吸收、激光作用下材料内部微观结构演化与缺陷扩展规律,以及激光光场调控对材料改质影响机制等。基于这些科学问题,综述了近年来激光剥离不同类型透明硬脆材料的研究进展,目前用于激光剥离的材料已涵盖了SiC、Si、GaN、金刚石等半导体材料,蓝宝石、多晶Al2O3、氧化锆等陶瓷材料,激光剥离技术已发展出超快激光双脉冲诱导剥离、超快激光-化学辅助剥离、多激光复合剥离等。激光剥离物理过程是一个典型的激光-材料-热学-力学多学科交叉问题,尽管在实验结果方面获得了显著突破和迅猛发展,但目前对于工艺机理仍缺乏深入的理论与数值建模研究。未来透明硬脆材料激光剥离技术将会朝着百微米以下超薄厚度剥离、改质层低损伤、工艺自适应等方向发展,将为半导体与电子等领域快速发展提供更大的技术支撑。
超快激光 硬脆材料 剥离 非线性吸收 缺陷扩展 光场调控 ultrafast laser hard and brittle materials splitting nonlinear absorption defect extension optical field modulation 红外与激光工程
2024, 53(1): 20230487
吉林大学电子科学与工程学院集成光电子学国家重点实验室,吉林 长春 130012
近年来,红外微光学器件由于在红外传感与成像、红外探测等领域中具有重要的应用价值而得到了飞速发展,直接在硬脆材料衬底上制备的红外微光学器件更是在苛刻环境应用领域中具有不可代替的作用。针对此需求,已经有研究人员提出了多种高精密制造方法。其中,飞秒激光加工由于真三维加工等独特优势已经被广泛应用于各种复杂三维微纳结构的制备,也为解决硬脆材料红外微光学器件的制备问题提供了新的思路。从飞秒激光加工技术、常用红外光学材料以及基于飞秒激光加工的硬脆材料红外微光学器件的制备和应用方面入手,梳理了近些年此领域的发展情况,重点介绍了折射器件和衍射器件等红外微光学器件以及飞秒激光加工技术在红外传感与成像、红外探测等领域中的应用,并对飞秒激光加工硬脆材料红外微光学器件的发展趋势进行了展望。
激光技术 飞秒激光 硬脆材料 红外微光学器件 红外微光学应用
吉林大学电子科学与工程学院,集成光电子学国家重点实验室,吉林 长春 130012
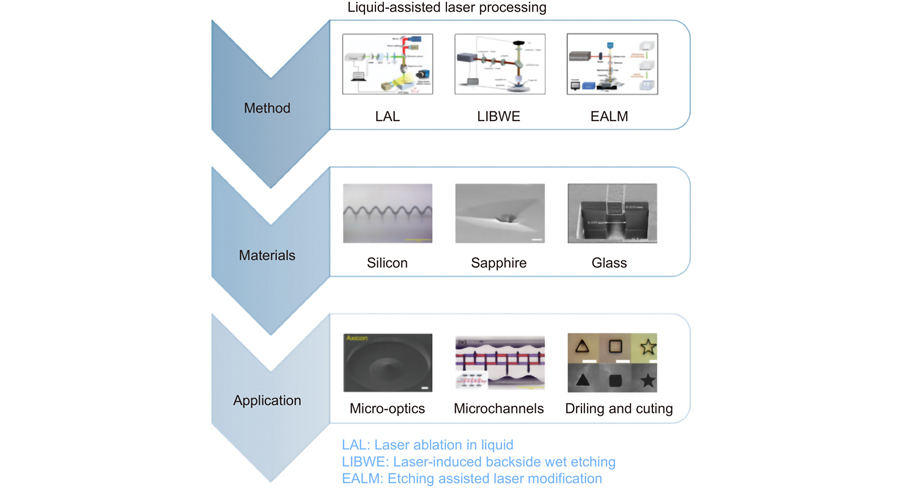
Overview: With the development of industry, laser fabrication has become one of the important technologies for welding, cutting, surface processing, and other advanced manufacturing areas. At the same time, the pursuit of structures miniaturization, devices integration, and high precision has put forward more stringent requirements for laser fabrication technologies. Due to the advantages of stable mechanical and chemical properties and unique photoelectric properties, hard and brittle materials have been widely used in aerospace, the photoelectric industry, et al. Laser fabrication is an ideal technology for hard and brittle materials processing due to its high precision, high energy, and non-contact properties. In order to achieve the removal of hard and brittle materials, high laser energy is usually required, resulting in low fabrication accuracy and poor surface quality. As an improved laser processing method, liquidassisted laser fabrication can effectively improve fabrication accuracy and surface quality. The processing characteristics and material removal principles of three different liquid-assisted laser processing technologies are summarized in this review. According to the different functions of the medium through which the laser penetrates and the kinds of liquid, liquid-assisted laser fabrication technology can be divided into Laser ablation in liquid (LAL), laser-induced backside wet etching (LIBWE), and etching-assisted laser modification (EALM). The auxiliary liquid of Laser ablation in liquid is mostly water, which mainly plays the role of cooling and removing debris. The auxiliary liquids used by laser-induced backside wet etching include organic solvents, acid-base solutions, inorganic salts, and other liquids, which play different roles according to different liquids. The etching-assisted laser modification mainly uses an acid or alkaline solution as an auxiliary liquid to remove laser-modified materials. Different methods and auxiliary liquids have different mechanisms in the methods. Therefore, almost any material can be processed by choosing suitable methods and auxiliary liquids, including photosensitive glass, silicon crystal, sapphire, and other transparent hard brittle materials. Here, we summarize the fabrication technologies and fabrication parameters for different materials. The development and applications of liquid-assisted laser fabrication technologies in the fields of micro-optical components, microfluidic devices, and drilling and cutting are introduced. Finally, the challenges of the technology are discussed.
激光加工 硬脆材料 液体辅助制造 微/纳米结构 laser fabrication hard and brittle materials liquid assisted fabrication micro/nano structures
1 浙江大学物理学院, 杭州 310027
2 浙江大学杭州国际科创中心, 先进半导体研究院和浙江省宽禁带功率半导体材料与器件重点实验室, 杭州 311200
3 浙江大学材料科学与工程学院, 硅材料国家重点实验室, 杭州 310027
4 浙江机电职业技术学院增材制造学院, 杭州 310053
作为制备半导体晶圆的重要工序, 线锯切片对半导体晶圆的质量具有至关重要的影响。本文以发展最成熟的硅材料为例, 介绍了线锯切片技术的基本理论, 特别介绍了线锯切片技术的力学模型和材料去除机理, 并讨论了线锯制造技术及切片工艺对材料的影响。在此基础上, 综述了线锯切片技术在碳化硅晶圆加工中的应用和技术进展, 并分析了线锯切片技术对碳化硅晶体表面质量和损伤层的影响。最后, 本文指出了线锯切片技术在碳化硅晶圆加工领域面临的挑战与未来的发展方向。
线锯切片 硬脆材料 单晶碳化硅 晶圆加工 砂浆线切割 金刚线切割 wire saw slicing brittle-and-hard material single crystal silicon carbide wafer processing slurry sawing diamond wire sawing
1 中国科学院合肥物质科学研究院安徽光学精密机械研究所,安徽 合肥 230031
2 中国科学技术大学,安徽 合肥 230026
激光抛光技术具有非接触式加工、不产生机械应力、抛光精度高等优点,特别适用于脆硬材料的表面加工。本文阐述了激光抛光工艺的特点和作用机理,介绍了激光抛光工艺中各参数对加工质量的影响,综述了各国对于硬脆材料的激光抛光技术的研究成果和现状。着重介绍了激光热抛光和激光冷抛光的区别和特点,以及抛光原理和研究进展。
材料 热效应 光化学效应 激光抛光 硬脆材料 激光与光电子学进展
2022, 59(13): 1300003
1 太原理工大学机械与运载工程学院, 太原 030024
2 太原理工大学, 精密加工山西省重点实验室, 太原 030024
针对硬脆材料圆盘件的成形切割问题, 提出一种基于电镀金刚石线锯的成形切割方法并进行切割试验, 采用3因素4水平正交试验系统研究切割线速度V(A)、转台W轴转速n(B)和金刚石线锯的张紧力F(C)对圆弧面径向跳动、线弓角度、切割效率以及表面粗糙度的影响规律。结果表明: W轴转速对圆弧的径向跳动(即圆度)、切割效率以及表面粗糙度影响最大, 张紧力的影响次之, 线速度的影响最小; 张紧力对线弓角度影响最大, 线速度的影响次之, W轴转速影响最小; 在本试验条件范围内, 经过试验验证得出的最优工艺参数组合为A3B1C1, 即金刚石线锯的线速度为8.96 m/s, 转台转速为0.25 r/h, 张紧力为12 N。且径向跳动、线弓角度、切割效率和表面粗糙度的极差分析结果与其方差结果一致。
金刚石线锯切割 硬脆材料 圆形零件 成形加工 正交试验 圆度 diamond wire saw cutting hard brittle material round part forming processing orthogonal test roundness
广州大学 机械与电气工程学院,广东 广州 510006
研磨抛光是机械加工领域中精密光整加工的重要手段。在传统研磨抛光中,特别是对硬脆性材料进行研磨抛光时,存在高硬度、低断裂韧性和化学性质稳定等特点,对其进行研磨抛光时很难获得理想的加工效率和优越的表面质量等问题。压电超声辅助研磨抛光属于振动研磨技术的一种,它将超声振动磨削技术应用于研磨加工,其高频振动能有效减小研磨力,提高加工效率,可充分发挥硬研磨工艺特点。该文结合压电超声辅助研磨抛光特性和研究方法现状,对国内外超声辅助研磨抛光硬脆材料的发展动态进行了综述与展望。
压电超声振动 研磨机理 硬脆材料 研究展望 piezoelectric ultrasonic vibration grinding mechanism hard and brittle material research prospect
大连理工大学 精密与特种加工教育部重点实验室,辽宁 大连 116024
超声辅助磨削是一种套料芯棒加工方法,而硬脆材料在超声辅助磨削加工过程中的去除模式主要为脆性断裂,这将导致加工出的芯棒直径与砂轮内径之间存在尺寸误差。针对上述问题,通过分析超声辅助磨削加工中砂轮表面金刚石磨粒的运动轨迹,运用压痕断裂力学理论建立了超声辅助磨削芯棒的直径预测模型。该模型考虑了脆性材料断裂时产生的侧位裂纹扩展对芯棒直径的影响。通过对K9光学玻璃材料进行超声辅助套料试验对模型进行了标定和验证,接着研究了进给速度和转速对芯棒直径误差的影响规律。通过对比研究发现,模型计算结果与试验结果吻合较好,误差小于5%,验证了模型的有效性。试验结果表明,采用适当的低转速和大进给速度可以有效降低超声辅助磨削芯棒直径的尺寸误差。本文所建模型可为超声辅助磨削套料芯棒的砂轮选择提供理论指导。
硬脆材料 超声辅助磨削 直径预测 芯棒尺寸误差 hard and brittle material ultrasonic assisted grinding diameter prediction dimension error of core rod
南京航空航天大学 机电学院, 江苏省精密与微细制造技术重点实验室, 江苏 南京 210016
研磨过程中亚表面损伤层深度的正确预测是研磨工艺参数制定的重要依据。针对固结磨料的研磨特点, 选择两种典型光学硬脆材料(镁铝尖晶石和石英玻璃), 采用离散元仿真技术, 分别建立了两种材料的二维离散元模型, 分析了工艺参数对光学硬脆材料亚表面损伤(裂纹)层深度的影响。而后, 采用角度抛光法测量了镁铝尖晶石和石英玻璃的亚表面损伤层深度, 进行了实验验证。结果表明: 采用固结磨料研磨时, 磨粒粒径对光学硬脆材料亚表面损伤的影响相当显著, 在相同研磨工艺条件下, 随着磨粒粒径的增大, 亚表面损伤层深度和微裂纹密集程度明显增加。离散元仿真结果与实验结果的对比表明: 采用离散元技术可以对光学硬脆材料的亚表面损伤深度进行快速有效的预测, 从而为后续的研磨抛光工艺提供参考与指导。
光学硬脆材料 固结磨料研磨 离散元法 亚表面损伤 optical hard brittle material fixed abrasive lapping discrete element method subsurface damage









