贝氏体钢激光电弧复合焊接接头疲劳裂纹扩展  下载: 722次
下载: 722次
Fatigue Crack Propagation of Laser Arc Hybrid Welded Joint of Bainitic Steel
1 中车青岛四方机车车辆股份有限公司, 山东 青岛 266111
2 西南交通大学材料科学与工程学院, 四川 成都 610031
图 & 表
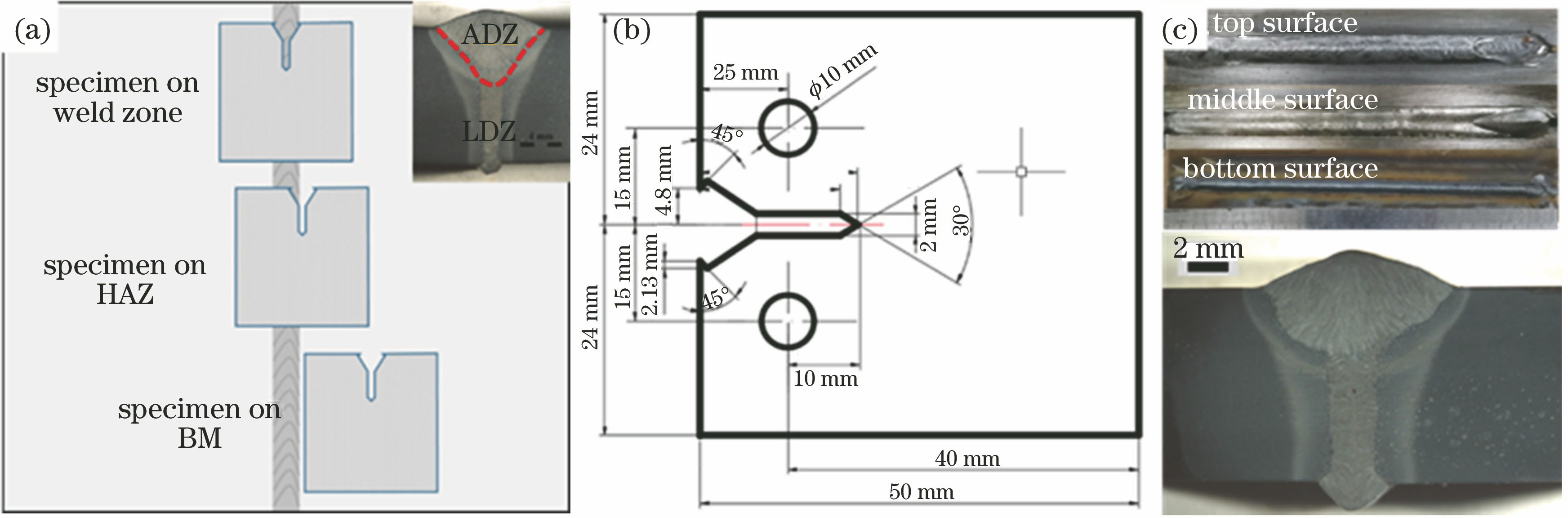
图 1. CT试样。(a)取样位置;(b)试样尺寸;(c)焊缝形貌
Fig. 1. CT sample. (a) Location; (b) sample size; (c) weld surface
下载图片 查看原文
图 2. 微区试样的疲劳裂纹扩展速率
Fig. 2. Fatigue crack growth rate of micro area sample
下载图片 查看原文
图 3. 各微区的微观组织。(a)母材区;(b)电弧主导区;(c)激光主导区;(d)粗晶区;(e)细晶区;(f)不完全相变区
Fig. 3. Microstructures of microcells. (a) BM; (b) ADZ; (c) LDZ; (d) CGHAZ; (e) FGHAZ;(f) non-full phase transformation area
下载图片 查看原文
图 4. 疲劳裂纹扩展路径。(a)电弧主导区;(b)激光主导区;(c)热影响区
Fig. 4. Path of fatigue crack propagation. (a) ADZ; (b) LDZ; (c) HAZ
下载图片 查看原文
图 5. 焊缝区裂纹扩展路径。(a)电弧主导区的低ΔK区;(b)电弧主导区的高ΔK区;(c)激光主导区的低ΔK区;(d)激光主导区的高ΔK区
Fig. 5. Fatigue crack propagation path of weld area. (a) Lower ΔK area of ADZ; (b) higher ΔK area of ADZ; (c) lower ΔK area of LDZ; (d) higher ΔK area of LDZ
下载图片 查看原文
图 6. 热影响区裂纹扩展路径。(a)起裂位置;(b)低ΔK区;(c)偏折1;(d)偏折2
Fig. 6. Fatigue crack propagation path of HAZ. (a) Starting crack position; (b) lower ΔK area; (c) deflection position 1; (d) deflection position 2
下载图片 查看原文
图 7. da/dN=10-4 mm·cycle-1时各微区试样的断口形貌。(a)母材区;(b)母材区的局部放大;(c)电弧主导区;(d)电弧主导区的局部放大;(e)激光主导区;(f)激光主导区的局部放大;(g)热影响区(HAZ);(h) HAZ的局部放大
Fig. 7. Fracture morphology of each microcell when da/dN=1×10-4 mm·cycle-1. (a) Base metal; (b) local amplification of base metal; (c) ADZ; (d) local amplification of ADZ; (e) LDZ; (f) local amplification of LDZ; (g) HAZ; (h) local amplification of HAZ
下载图片 查看原文
图 8. ΔK=80 MPa·m12各微区试样的断口形貌。(a)母材区;(b)母材区的局部放大;(c)电弧主导区;(d)电弧主导区的局部放大;(e)激光主导区;(f)激光主导区的局部放大;(g) HAZ;(h) HAZ的局部放大
Fig. 8. Fracture morphology of each microcell when ΔK=80 MPa·m12. (a) Base metal; (b) local amplification of base metal;(c) ADZ; (d) local amplification of ADZ; (e) LDZ; (f) local amplification of LDZ; (g) HAZ; (h) local amplification of HAZ
下载图片 查看原文
表 1贝氏体钢及焊丝的化学成分
Table1. Chemical compositions of bainite steel and welding wire
| Material | Mass fraction /% |
|---|
| C | Si | Mn | S | P | Cr | Ni | Mo | Cu |
|---|
| Steel | 0.05 | 0.3 | 1.35 | 0.001 | <0.01 | 0.33 | 0.53 | 0.34 | <0.5 | | Welding wire | 0.08 | 0.43 | 1.68 | 0.004 | <0.02 | 0.34 | 2.87 | 0.35 | 0.1 |
|
查看原文
表 2贝氏体钢及焊丝的基本力学性能
Table2. Basic mechanical properties of bainite steel and welding wire
| Property | Tensilestrength /MPa | Yieldstrength /MPa | Ductility /% |
|---|
| Steel | >780 | >690 | >15 | | Welding wire | 798 | 694 | 19 |
|
查看原文
表 3激光电弧复合焊接工艺参数
Table3. Process parameters for laser arc hybrid welding
| Parameter | Laserpower /kW | Weldingspeed /(mm·s-1) | Filler feedingspeed /(m·min-1) | Current /A | Voltage /V |
|---|
| Backing weld | 4.5 | 12 | 10 | 268 | 28.0 | | Cosmetic weld | 1 | 12 | 12 | 310 | 29.2 |
|
查看原文
韩晓辉, 雷正, 李仁东, 刘艳, 陈辉. 贝氏体钢激光电弧复合焊接接头疲劳裂纹扩展[J]. 中国激光, 2019, 46(10): 1002014. Xiaohui Han, Zheng Lei, Rendong Li, Yan Liu, Hui Chen. Fatigue Crack Propagation of Laser Arc Hybrid Welded Joint of Bainitic Steel[J]. Chinese Journal of Lasers, 2019, 46(10): 1002014.











 PDF全文
PDF全文

