800 MPa级热轧高强钢激光焊接接头的组织和力学性能  下载: 1147次
下载: 1147次
Microstructure and Mechanical Properties of Laser Welded Joint of 800 MPa Grade Hot-Rolled High Strength Steel
1 西南林业大学汽车与交通学院, 云南 昆明 650224
2 苏州大学沙钢钢铁学院, 江苏 苏州 215021
3 苏州大学轨道交通学院, 江苏 苏州 215021
4 苏州大学机电与工程学院, 江苏 苏州 215021
图 & 表
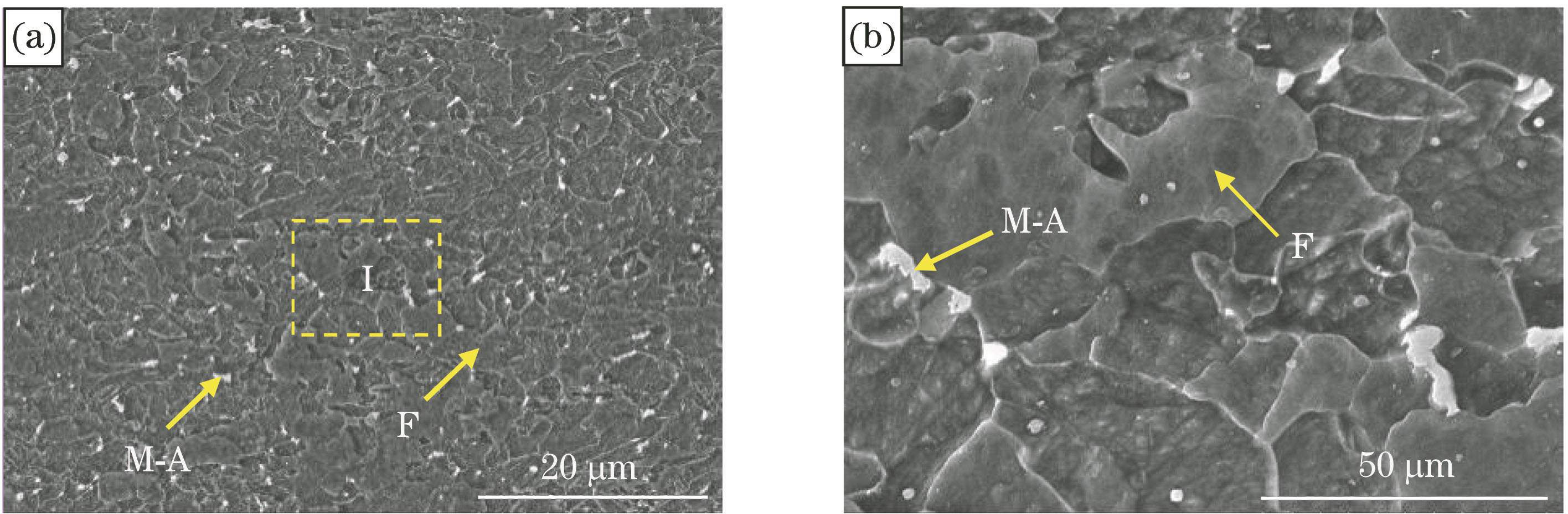
图 1. 试验钢的显微组织。(a)低倍SEM;(b) I区放大图
Fig. 1. Microstructure of experimental steel. (a) SEM morphology with low magnification; (b) enlarged microstructure of I area
下载图片 查看原文
图 2. 激光拼焊示意图
Fig. 2. Schematic of tailored blank laser welding
下载图片 查看原文
图 3. 拉伸试样的尺寸
Fig. 3. Size of tensile sample
下载图片 查看原文
图 4. 冲击试样的尺寸
Fig. 4. Size of impact sample
下载图片 查看原文
图 5. 不同热输入下得到的焊接接头的宏观形貌。(a) 30.0 J/mm;(b) 42.0 J/mm;(c) 48.0 J/mm;(d) 54.0 J/mm
Fig. 5. Macro morphology of welded joints obtained at different heat inputs. (a) 30.0 J/mm; (b) 42.0 J/mm; (c) 48.0 J/mm; (d) 54.0 J/mm
下载图片 查看原文
图 6. 42.0 J/mm热输入下得到的焊接接头的显微组织。(a)焊缝区低倍图;(b)焊缝区高倍图;(c)粗晶区;(d)细晶区
Fig. 6. Microstructures of welded joint obtained at heat input of 42.0 J/mm. (a) Low magnification of WS; (b) high magnification of WS; (c) CGHAZ; (d) FGHAZ
下载图片 查看原文
图 7. 42.0 J/mm热输入下得到的焊接接头混晶区的显微组织。(a)混晶区附近;(b) II区放大图
Fig. 7. Microstructure of MGHAZ of welded joint obtained at heat input of 42.0 J/mm. (a) Near MGHAZ; (b) enlarged image of II area
下载图片 查看原文
图 8. 不同热输入下得到的全熔透焊接接头的显微硬度分布。(a) 42.0 J/mm; (b) 48.0 J/mm;(c) 54.0 J/mm
Fig. 8. Microhardness distributions of full-penetration weld joints obtained at different heat inputs. (a) 42.0 J/mm; (b) 48.0 J/mm; (c) 54.0 J/mm
下载图片 查看原文
图 9. (a)焊接接头拉伸试样断裂后的照片;(b)拉伸试样的工程应力-工程应变曲线
Fig. 9. (a) Images of tensile samples of welded joint after fracture; (b) engineering stress-engineering strain curves of tensile samples
下载图片 查看原文
图 10. 不同热输入下得到的全熔透焊接接头和母材拉伸断口的SEM形貌
Fig. 10. SEM images of tensile fracture of full-penetration weld joints obtained at different heat inputs and base metal
下载图片 查看原文
图 11. 不同热输入下得到的接头焊缝和母材的冲击断口形貌
Fig. 11. Impact fracture morphology of weld seam obtained at different heat input and base metal
下载图片 查看原文
图 12. 不同热输入下得到的接头焊缝以及母材的冲击断口形貌。(a) 30.0 J/mm;(b) III区的放大图; (c) 42.0 J/mm;(d) 48.0 J/mm;(e) 54.0 J/mm;(f)母材
Fig. 12. Impact fracture morphology of weld seam obtained at different heat inputs and base metal. (a) 30.0 J/mm; (b) enlarged image of III area; (c) 42.0 J/mm;(d) 48.0 J/mm; (e) 54.0 J/mm; (f) base metal
下载图片 查看原文
表 1试验钢的化学成分
Table1. Chemical composition of experimental steel
| Element | C | Si | Mn | Ti | P | Mo | Nb | Al | N | Fe |
|---|
| Mass fraction /% | 0.08 | 0.14 | 1.80 | 0.01 | 0.01 | 0.10 | 0.06 | 0.04 | 0.003 | Bal. |
|
查看原文
表 2试验钢的力学性能
Table2. Mechanical properties of experimental steel
| Property | Yield strength /MPa | Tensile strength /MPa | Elongation /% | Hardness /HV |
|---|
| Value | 775.0 | 847.0 | 17.7 | 295.0 |
|
查看原文
表 3高强钢的焊接参数
Table3. Welding parameters of experimental steel
| Laserpower /kW | Welding speed /(m·min-1) | Heat inputs /(J·mm-1) | Protectivegas |
|---|
| 2.5 | | 30.0 | | | 3.5 | 50 | 42.0 | 99.9%Ar | | 4.0 | | 48.0 | | | 4.5 | | 48.0 | |
|
查看原文
表 4焊接接头的拉伸性能
Table4. Tensile properties of welded joints
| Heat inputs /(J·mm-1) | Yield strength /MPa | Tensile strength /MPa | Elongation /% | Fracture position |
|---|
| 30.0 | 686.0 | 690.0 | 1.4 | WS | | 42.0 | 808.0 | 854.0 | 11.4 | BM | | 48.0 | 767.0 | 845.0 | 10.0 | BM | | 54.0 | 786.0 | 842.0 | 15.0 | BM |
|
查看原文
表 5不同热输入下得到的接头焊缝的冲击功及断裂位置
Table5. Impact energy and fracture position of weld seam obtained at different heat inputs
| Heat input /(J·mm-1) | Impact energy /J | Fracture position |
|---|
| 30.0 | 10.7 | | | 42.0 | 21.6 | Weld seam | | 48.0 | 18.8 | | | 54.0 | 18.6 | |
|
查看原文
环鹏程, 王晓南, 朱天才, 陈文刚, 胡增荣, 张敏, 陈长军. 800 MPa级热轧高强钢激光焊接接头的组织和力学性能[J]. 中国激光, 2019, 46(1): 0102002. Huan Pengcheng, Wang Xiaonan, Zhu Tiancai, Chen Wengang, Hu Zengrong, Zhang Min, Chen Changjun. Microstructure and Mechanical Properties of Laser Welded Joint of 800 MPa Grade Hot-Rolled High Strength Steel[J]. Chinese Journal of Lasers, 2019, 46(1): 0102002.














 PDF全文
PDF全文

