自保护药芯焊丝激光-电弧复合堆焊参数对熔滴过渡的影响  下载: 622次
下载: 622次
Influences of Laser-Arc Hybrid Surfacing Parameters with Self-Shielded Flux-Cored Wire on Droplet Transition
1 哈尔滨理工大学材料科学与工程学院, 黑龙江 哈尔滨 150080
2 哈尔滨焊接研究院有限公司研发中心, 黑龙江 哈尔滨 150028
图 & 表
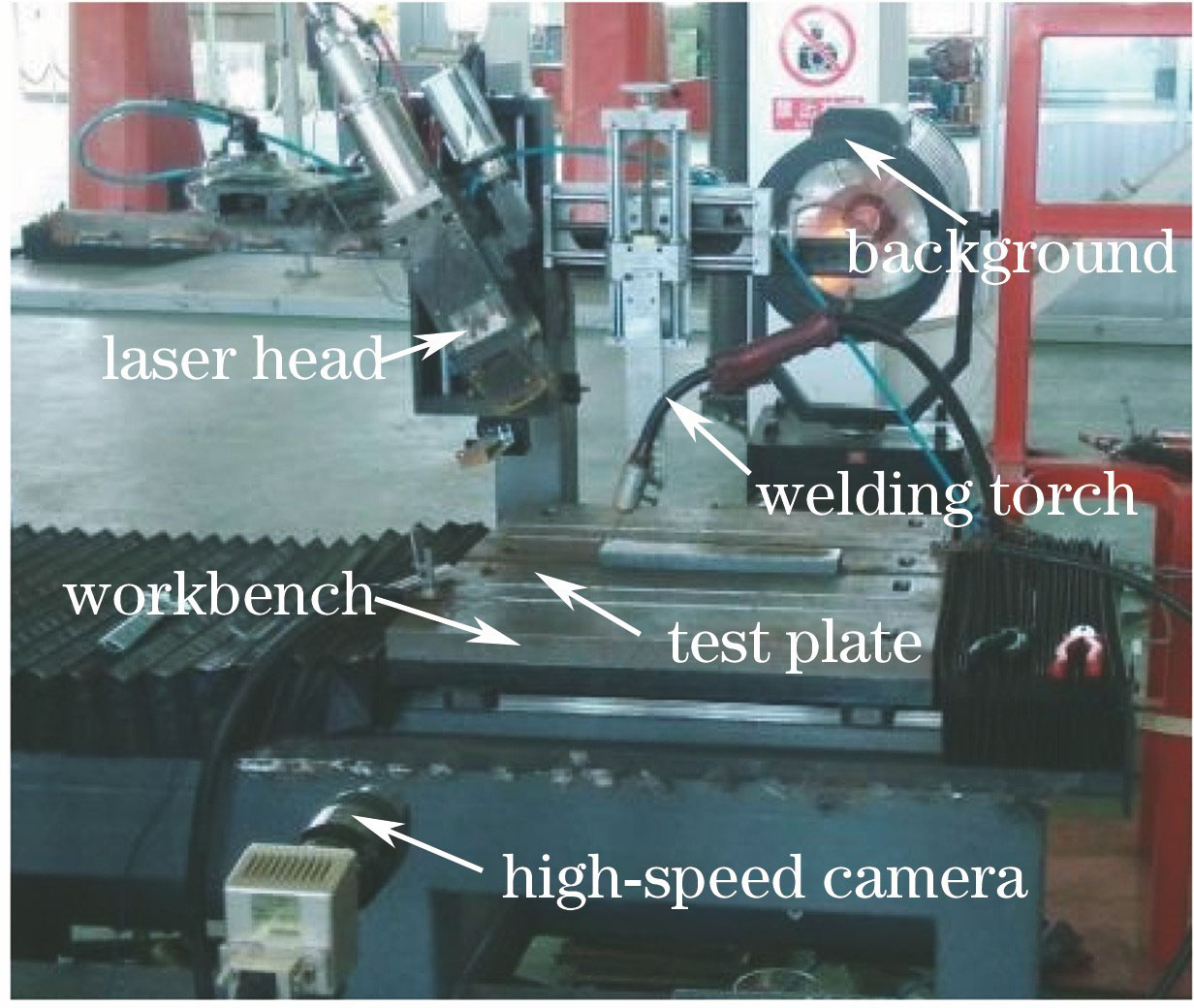
图 1. 堆焊和采集系统
Fig. 1. Surfacing and collecting system
下载图片 查看原文
图 2. 光丝位置和夹角的示意图
Fig. 2. Schematic of laser-arc position and angle
下载图片 查看原文
图 3. 电弧堆焊和复合堆焊的结果。(a)电压概率密度分布图;(b)电流概率密度分布图
Fig. 3. Results of arc surfacing and hybrid surfacing. (a) Distributions of voltage probability density; (b) distributions of current probability density
下载图片 查看原文
图 4. 熔滴图。(a) d=1 mm;(b) d=2 mm;(c) d=3 mm;(d)电弧堆焊
Fig. 4. Images of droplets. (a) d=1 mm; (b) d=2 mm; (c) d=3 mm; (d) arc surfacing
下载图片 查看原文
图 5. α=30°时电弧堆焊的熔滴过渡图
Fig. 5. Images of droplet transition in arc surfacing when α=30°
下载图片 查看原文
图 6. α=30°时复合堆焊的熔滴过渡图
Fig. 6. Images of droplet transition in hybrid surfacing when α=30°
下载图片 查看原文
图 7. α=65°时电弧堆焊的熔滴过渡图
Fig. 7. Images of droplet transition in arc surfacing when α=65°
下载图片 查看原文
图 8. α=65°时复合堆焊的熔滴过渡图
Fig. 8. Images of droplet transition in hybrid surfacing when α=65°
下载图片 查看原文
图 9. 激光前置且DLA=0 mm时的熔滴过渡图
Fig. 9. Images of droplet transition when laser is prepositioned and DLA=0 mm
下载图片 查看原文
图 10. 激光前置且DLA=-2 mm时的熔滴过渡图
Fig. 10. Images of droplet transition when laser is prepositioned and DLA=-2 mm
下载图片 查看原文
图 11. 激光前置且DLA=-4 mm时的熔滴过渡图
Fig. 11. Images of droplet transition when laser is prepositioned and DLA=-4 mm
下载图片 查看原文
图 12. 激光后置且DLA=0 mm时的熔滴过渡图
Fig. 12. Images of droplet transition when laser is postpositioned and DLA=0 mm
下载图片 查看原文
图 13. 激光后置且DLA=-2 mm时的熔滴过渡图
Fig. 13. Images of droplet transition when laser is postpositioned and DLA=-2 mm
下载图片 查看原文
图 14. 激光后置且DLA=-4 mm时的熔滴过渡图
Fig. 14. Images of droplet transition when laser is postpositioned and DLA=-4 mm
下载图片 查看原文
图 15. 激光前置且DLA=+2 mm时的熔滴过渡图
Fig. 15. Images of droplet transition when laser is prepositioned and DLA=+2 mm
下载图片 查看原文
图 16. 激光前置且DLA=+4 mm时的熔滴过渡图
Fig. 16. Images of droplet transition when laser is prepositioned and DLA=+4 mm
下载图片 查看原文
图 17. 激光前置且DLA=+8 mm时的熔滴过渡图
Fig. 17. Images of droplet transition when laser is prepositioned and DLA=+8 mm
下载图片 查看原文
图 18. 激光后置且DLA=+2 mm时的熔滴过渡图
Fig. 18. Images of droplet transition when laser is postpositioned and DLA=+2 mm
下载图片 查看原文
图 19. 激光后置且DLA=+4 mm时的熔滴过渡图
Fig. 19. Images of droplet transition when laser is postpositioned and DLA=+4 mm
下载图片 查看原文
图 20. 激光后置且DLA=+8 mm时的熔滴过渡图
Fig. 20. Images of droplet transition when laser is postpositioned and DLA=+8 mm
下载图片 查看原文
图 21. 高速摄像图。(a)复合堆焊;(b)电弧堆焊
Fig. 21. High speed camera figures. (a) Hybrid surfacing; (b) arc surfacing
下载图片 查看原文
图 22. 实芯焊丝复合堆焊的高速摄像图
Fig. 22. High speed camera figure of hybrid surfacing with solid wire
下载图片 查看原文
图 23. 自保护药芯焊丝焊接的高速摄像图。(a)电弧堆焊;(b)复合堆焊
Fig. 23. High speed camera figures of surfacing with self-shielded flux-cored wire. (a) Arc surfacing; (b) hybrid surfacing
下载图片 查看原文
表 1试验方案
Table1. Experimental scheme
| ExperimentNo. | Anglebetweenlaser andarc a /(°) | Spotdiameterd /mm | Distancebetweenlaser andarc DLA /mm | Positionrelationbetweenlaserand arc | LaserpowerPL /kW | WireextensionlengthL /mm | WeldingvoltageU /V | WeldingcurrentI /A | Weldingspeedv /(m·min-1) |
|---|
| 1 | 30 | 1,2,3 | 0 | Laser preposition | 2.0 | 25 | 26 | 220 | 0.6 | | 2 | 30, 65 | 2 | 0 | Laser preposition | 2.0 | 25 | 26 | 220 | 0.6 | | 3 | 30 | 2 | -4, -2, 0,+2, +4, +8 | Laser preposition,laser postposition | 2.0 | 25 | 26 | 220 | 0.6 | | 4 | 30 | 2 | -2, 0,+2, | Laser preposition | 1.0, 2.0,4.0 | 25 | 26 | 220 | 0.6 |
|
查看原文
表 2光丝夹角参数表
Table2. Parameter table of laser-arc angle
| Parameter | Arc | Hybrid surfacing | Arc | Hybrid surfacing |
|---|
| Angle between laser incidence direction and normal direction θ /(°) | - | 13 | - | 13 | | Angle between wire feed direction and normal direction β /(°) | 17 | 17 | 52 | 52 | | Angel between laser and wire α /(°) | - | 30 | - | 65 |
|
查看原文
表 3电弧堆焊和复合堆焊的电弧电参数
Table3. Electric arc parameters of arc surfacing and hybrid surfacing
| Surfacing heatsource mode | Averagearc voltageU /V | Standarddeviationof arcvoltageS(U) /V | Variationcoefficient ofarc voltagek(U) /% | AveragearccurrentI /A | Standarddeviationof arccurrentS(I) /A | Variationcoefficientof arccurrentk(I) /% |
|---|
| d=1 mm | 23.83 | 1.36 | 5.69 | 193.42 | 25.52 | 13.20 | | Hybridsurfacing | d=2 mm | 23.94 | 1.30 | 5.42 | 184.45 | 22.77 | 12.34 | | d=3 mm | 24.10 | 1.72 | 7.14 | 156.53 | 33.84 | 21.62 | | Arc surfacing | 23.61 | 1.51 | 6.39 | 217.99 | 29.67 | 13.61 |
|
查看原文
表 4α=30°时电弧堆焊和复合堆焊的电弧电参数
Table4. Electric arcparameters of arc surfacing and hybrid surfacing when α=30°
| Surfacing heatsource mode | Average arcvoltageU /V | Standarddeviation of arcvoltage S(U) /V | Variationcoefficient ofarc voltagek(U) /% | Average arccurrent I /A | Standarddeviation ofarc currentS(I) /A | Variationcoefficient ofarc currentk(I) /% |
|---|
| Hybrid surfacing | 23.73 | 1.42 | 6.00 | 204.80 | 25.55 | 12.47 | | Arc surfacing | 23.40 | 1.64 | 7.01 | 238.55 | 34.65 | 14.52 |
|
查看原文
表 5不同光丝位置的电弧熔滴参数
Table5. Arc droplet parameters at different laser-arc positions
| Distancebetweenlaser andarc DLA /mm | Positionbetweenlaser and arc | Total framesof samplingimage FZ /frame | Total framesof arc biasedtoward laserpoint F1 /frame | Proportionof arcbiased towardlaser point /% | Number ofdroplettransitions /counts | Averageframe ofdroplettransition /frame | Averagedroplet transfercycle T /ms |
|---|
| +8 | Laser preposition | 5432 | 506 | 9 | 8 | 679 | 170 | | +8 | Laser postposition | 5432 | 2052 | 38 | 7 | 776 | 194 | | +4 | Laser preposition | 5636 | 5431 | 96 | 8 | 704 | 176 | | +4 | Laser postposition | 5703 | 5444 | 96 | 7 | 814 | 204 | | +2 | Laser preposition | 5908 | 5901 | 100 | 6 | 985 | 246 | | +2 | Laser postposition | 5364 | 5364 | 100 | 5 | 1073 | 268 | | 0 | Laser preposition | 5771 | 5310 | 92 | 12 | 480 | 120 | | 0 | Laser postposition | 5433 | 1380 | 25 | 11 | 493 | 124 | | -2 | Laser preposition | 5228 | 5092 | 97 | 10 | 523 | 131 | | -2 | Laser postposition | 5364 | 3879 | 72 | 7 | 766 | 192 | | -4 | Laser preposition | 5364 | 5297 | 99 | 14 | 383 | 96 | | -4 | Laser postposition | 5500 | 5123 | 93 | 8 | 687 | 172 |
|
查看原文
表 6不同光丝位置的焊道成形
Table6. Weld formation at different laser-arc positions
| Surfacing heat source mode | Image of cross sectionof welding bead | Weld penetrationh /mm | Bead appearanceparameter Y |
|---|
| Arc surfacing | | 1.90 | 0.24 | | Distance between laser andarc DLA=-2 mm | | 1.00 | 0.27 | | Laser in front | Distance between laser andarc DLA=+4 mm | | 1.88 | 0.20 | | Distance between laser andarc DLA=-2 mm | | 1.20 | 0.28 | | Laser behind | Distance between laser andarc DLA=+4 mm | | 3.20 | 0.25 |
|
查看原文
表 7电弧堆焊的熔滴过渡特征
Table7. Characteristics of droplet transition in arc surfacing
| Parameter | Image of droplet transition | Mode of droplet transition | Average droplet transfer cycle T /ms |
|---|
| Content | | Repelled transfer | 180 |
|
查看原文
表 8复合堆焊的熔滴过渡特征
Table8. Characteristics of droplet transition in hybrid surfacing
| Laser powerPL /kW | DLA=-2 mm | DLA=0 mm | DLA=+2 mm |
|---|
| Image | Mode | T /ms | Image | Mode | T /ms | Image | Mode | T /ms |
|---|
| 1.0 | | Repelledtransfer | 161 | | Repelledtransfer | 113 | | Repelledtransfer | 215 | | 2.0 | | Repelledtransfer | 125 | | Repelledtransfer | 143 | | Repelledtransfer | 285 | | 4.0 | | Explosivetransfer | 65 | | Explosivetransfer | 116 | | Repelledtransfer | 218 |
|
查看原文
刘西洋, 孙凤莲, 王君宇, 赵御民. 自保护药芯焊丝激光-电弧复合堆焊参数对熔滴过渡的影响[J]. 中国激光, 2018, 45(8): 0802007. Liu Xiyang, Sun Fenglian, Wang Junyu, Zhao Yumin. Influences of Laser-Arc Hybrid Surfacing Parameters with Self-Shielded Flux-Cored Wire on Droplet Transition[J]. Chinese Journal of Lasers, 2018, 45(8): 0802007.

























 PDF全文
PDF全文

