基于支持向量回归的定向能量沉积熔道尺寸预测  下载: 843次
下载: 843次
Size Prediction of Directed Energy Deposited Cladding Tracks Based on Support Vector Regression
华南理工大学机械与汽车工程学院, 广东 广州 510640
图 & 表
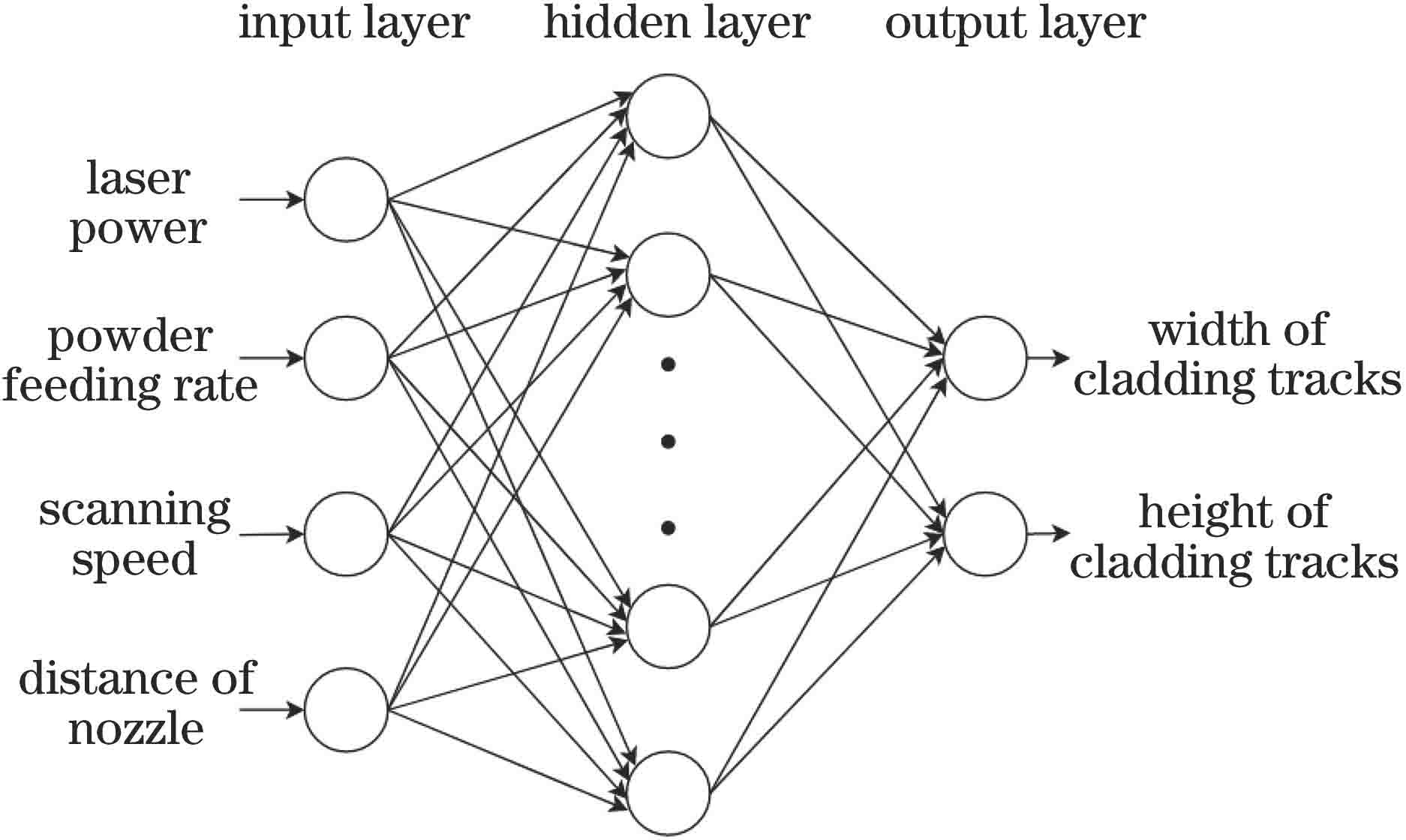
图 1. BP网络结构
Fig. 1. Structure of BP network
下载图片 查看原文
图 2. 沉积熔道的外观形貌
Fig. 2. Surface morphology of cladding track
下载图片 查看原文
图 3. 熔道横截面的微观形貌
Fig. 3. Micro-morphology of cladding track cross section
下载图片 查看原文
图 4. 超参数寻优迭代过程。(a)预测宽度的迭代过程;(b)预测高度的迭代过程
Fig. 4. Iterating process of searching optimal hyperparameters. (a) Iterating process of predicting the width; (b) iterating process of predicting the height
下载图片 查看原文
图 5. 熔道尺寸实际值和预测值的对比。(a)熔道宽度的实际值与模型预测值;(b)熔道高度的实际值和模型预测值
Fig. 5. Comparison between actual and predicted values of cladding tracks size. (a) Actual values of width and predicted values of models; (b) actual values of height and predicted values of models
下载图片 查看原文
图 6. 工艺参数对熔道尺寸的影响。 (a)激光功率对熔道尺寸的影响;(b)送粉速率对熔道尺寸的影响;(c)扫描速率对熔道尺寸的影响
Fig. 6. Effects of process parameters on cladding tracks size. (a) Effects of laser power on cladding tracks size; (b) effects of powder feeding rate on cladding tracks size; (c) effects of scanning speed on cladding tracks size
下载图片 查看原文
表 1二次回归通用旋转设计实验计划表
Table1. Quadratic regression general rotation design experiment schedule
| ExperimentNo. | P /W | vp /(g·s-1) | vs /(mm·s-1) | E /mm |
|---|
| 1 | 425 | 0.17 | 7.5 | 9 | | 2 | 425 | 0.17 | 7.5 | 11 | | 3 | 425 | 0.17 | 10.5 | 9 | | 4 | 425 | 0.17 | 10.5 | 11 | | 5 | 425 | 0.27 | 7.5 | 9 | | 6 | 425 | 0.27 | 7.5 | 11 | | 7 | 425 | 0.27 | 10.5 | 9 | | 8 | 425 | 0.27 | 10.5 | 11 | | 9 | 675 | 0.17 | 7.5 | 9 | | 10 | 675 | 0.17 | 7.5 | 11 | | 11 | 675 | 0.17 | 10.5 | 9 | | 12 | 675 | 0.17 | 10.5 | 11 | | 13 | 675 | 0.27 | 7.5 | 9 | | 14 | 675 | 0.27 | 7.5 | 11 | | 15 | 675 | 0.27 | 10.5 | 9 | | 16 | 675 | 0.27 | 10.5 | 11 | | 17 | 300 | 0.22 | 9 | 10 | | 18 | 800 | 0.22 | 9 | 10 | | 19 | 550 | 0.12 | 9 | 10 | | 20 | 550 | 0.32 | 9 | 10 | | 21 | 550 | 0.22 | 6 | 10 | | 22 | 550 | 0.22 | 12 | 10 | | 23 | 550 | 0.22 | 9 | 8 | | 24 | 550 | 0.22 | 9 | 12 | | 25 | 550 | 0.22 | 9 | 10 | | 26 | 550 | 0.22 | 9 | 10 | | 27 | 550 | 0.22 | 9 | 10 | | 28 | 550 | 0.22 | 9 | 10 | | 29 | 550 | 0.22 | 9 | 10 | | 30 | 550 | 0.22 | 9 | 10 | | 31 | 550 | 0.22 | 9 | 10 |
|
查看原文
表 2工艺参数的有效性分析
Table2. Analysis of the effectiveness of the process parameters
| Removingparameter | MRE ofpredictingwidth /% | MRE ofpredictingheight /% |
|---|
| Laser power | 12.45 | 14.36 | | Powder feeding rate | 10.21 | 11.75 | | Scanning speed | 10.97 | 9.28 | | Distance of nozzle | 9.13 | 6.83 | | Without removing | 8.51 | 6.06 |
|
查看原文
表 3不同核函数SVR的择优超参数
Table3. Selected optimal hyperparameters in different kernel function SVR models
| Model | Predicting width of cladding tracks | Predicting height of cladding tracks |
|---|
| C | γ | ε | d | C | γ | ε | d |
|---|
| Polynomial-SVR | 126 | 0.00561 | 0.1 | 3 | 217 | 0.00742 | 0.1 | 3 | | RBF-SVR | 9 | 0.35 | 0.00122 | - | 9 | 0.25 | 0.0027 | - | | Sigmoid-SVR | 16 | 0.03 | 0.1 | - | 16 | 0.05 | 0.1 | - |
|
查看原文
表 4测试集数据的实验计划表
Table4. Experiment schedule of test set data
| ExperimentNo. | P /W | vp /(g·s-1) | vs /(mm·s-1) | E /mm |
|---|
| 1 | 600 | 0.22 | 9 | 10 | | 2 | 400 | 0.14 | 10 | 11 | | 3 | 500 | 0.18 | 10 | 11 | | 4 | 600 | 0.24 | 8 | 10 | | 5 | 700 | 0.16 | 12 | 10 | | 6 | 700 | 0.26 | 6 | 10 | | 7 | 400 | 0.16 | 10 | 11 | | 8 | 700 | 0.16 | 7 | 10 | | 9 | 600 | 0.20 | 9 | 11 | | 10 | 650 | 0.26 | 8 | 10 |
|
查看原文
表 5不同模型预测结果的误差分析
Table5. Error analysis of predicted results of different models%
| Model | Predicted width ofcladding tracks | Predicted height ofcladding tracks |
|---|
| MRE | Maximum RE | MRE | Maximum RE |
|---|
| BP network | 6.72 | 12.46 | 7.96 | 10.71 | | Polynomial-SVR | 8.94 | 10.53 | 9.73 | 14.85 | | RBF-SVR | 4.58 | 7.92 | 5.33 | 8.09 | | Sigmoid-SVR | 6.68 | 8.78 | 8.34 | 10.16 |
|
查看原文
姚望, 黄延禄, 杨永强. 基于支持向量回归的定向能量沉积熔道尺寸预测[J]. 中国激光, 2020, 47(8): 0802007. Yao Wang, Huang Yanlu, Yang Yongqiang. Size Prediction of Directed Energy Deposited Cladding Tracks Based on Support Vector Regression[J]. Chinese Journal of Lasers, 2020, 47(8): 0802007.









 PDF全文
PDF全文

