激光与光电子学进展, 2020, 57 (13): 131405, 网络出版: 2020-07-09
BTi6431S钛合金光纤激光焊接成形及稳定性分析  下载: 853次
下载: 853次
Weld Formation and StabilityAnalysis of Fiber Laser Beam Welded BTi6431S Titanium Alloy
图 & 表
图 1. BTi6431S钛合金典型激光焊缝成形。(a)表面形貌;(b)横截面形貌
Fig. 1. Weld appearance of BTi6431S titanium alloys. (a) Surface topography; (b) morphology
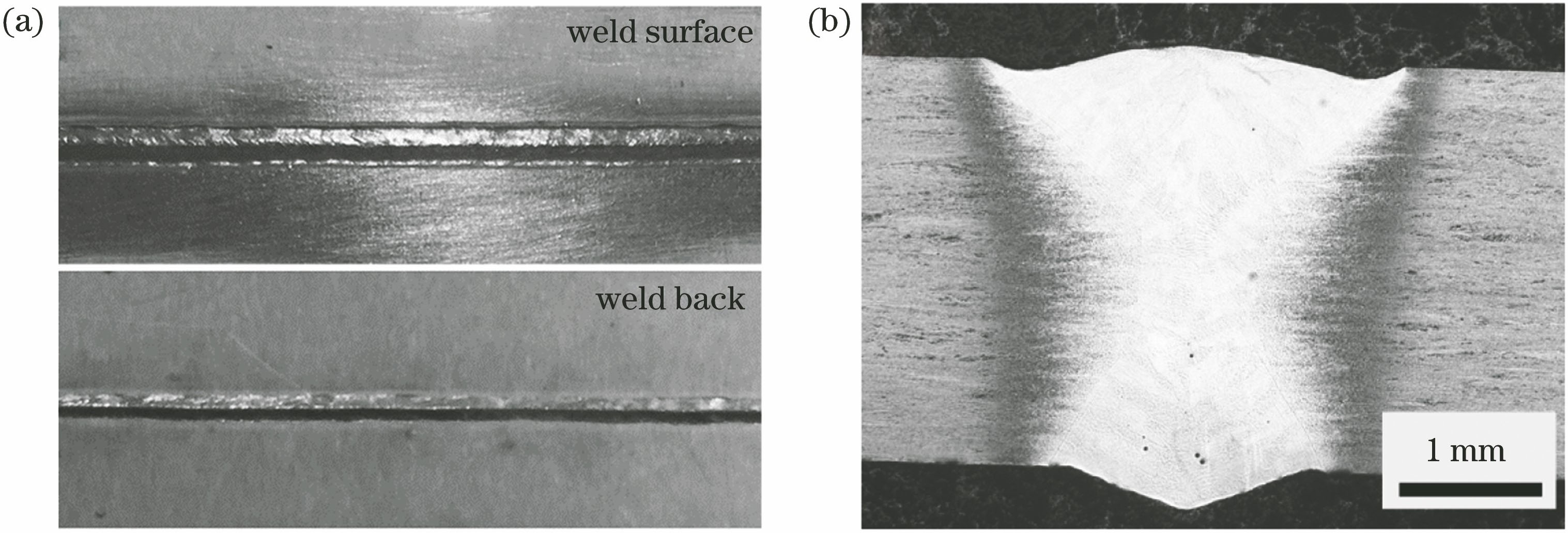
图 2. 激光功率对焊缝成形特征参量的影响(v=2.5 m/min)。(a)熔宽;(b)余高和咬边
Fig. 2. Effect of laser power on weld formation characteristic value (v=2.5 m/min). (a) Weld width; (b) reinforcement and underfill

图 3. 焊接速度对焊缝成形特征参量的影响(P=3.5 kW)。(a)熔宽;(b)余高和咬边
Fig. 3. Effect of welding speed on weld formation characteristic value (P=3.5 kW). (a) Weld width; (b) reinforcement and underfill

图 4. 激光功率对气孔分布和气孔率的影响。(a)未熔透焊缝;(b)全熔透焊缝-单个气孔;(c)全熔透焊缝-链状气孔;(d)(e)气孔率
Fig. 4. Effect of laser power on pore distribution and porosity. (a) Lack of penetration weld; (b) penetration weld-single pore; (c) penetration weld-linear pore; (d)(e) porosity



表 1BTi6431S合金的化学成分(质量分数,%)
Table1. Chemical compositions of BTi6431S alloy (mass fraction, %)
|
芦伟, 马旭颐, 段爱琴, 王学东. BTi6431S钛合金光纤激光焊接成形及稳定性分析[J]. 激光与光电子学进展, 2020, 57(13): 131405. Wei Lu, Xuyi Ma, Aiqin Duan, Xuedong Wang. Weld Formation and StabilityAnalysis of Fiber Laser Beam Welded BTi6431S Titanium Alloy[J]. Laser & Optoelectronics Progress, 2020, 57(13): 131405.



 PDF全文
PDF全文

