中国激光, 2020, 47 (9): 0902005, 网络出版: 2020-09-16
长焦距绿光飞秒激光玻璃焊接  下载: 1366次
下载: 1366次
Long Focal Length Green Femtosecond Laser Welding of Glass
图 & 表
图 1. 试验布置及焦点位置示意图。(a)试验布置;(b)焦点位置
Fig. 1. Schematics of experimental setup and focal position. (a) Experimental setup; (b) focal position
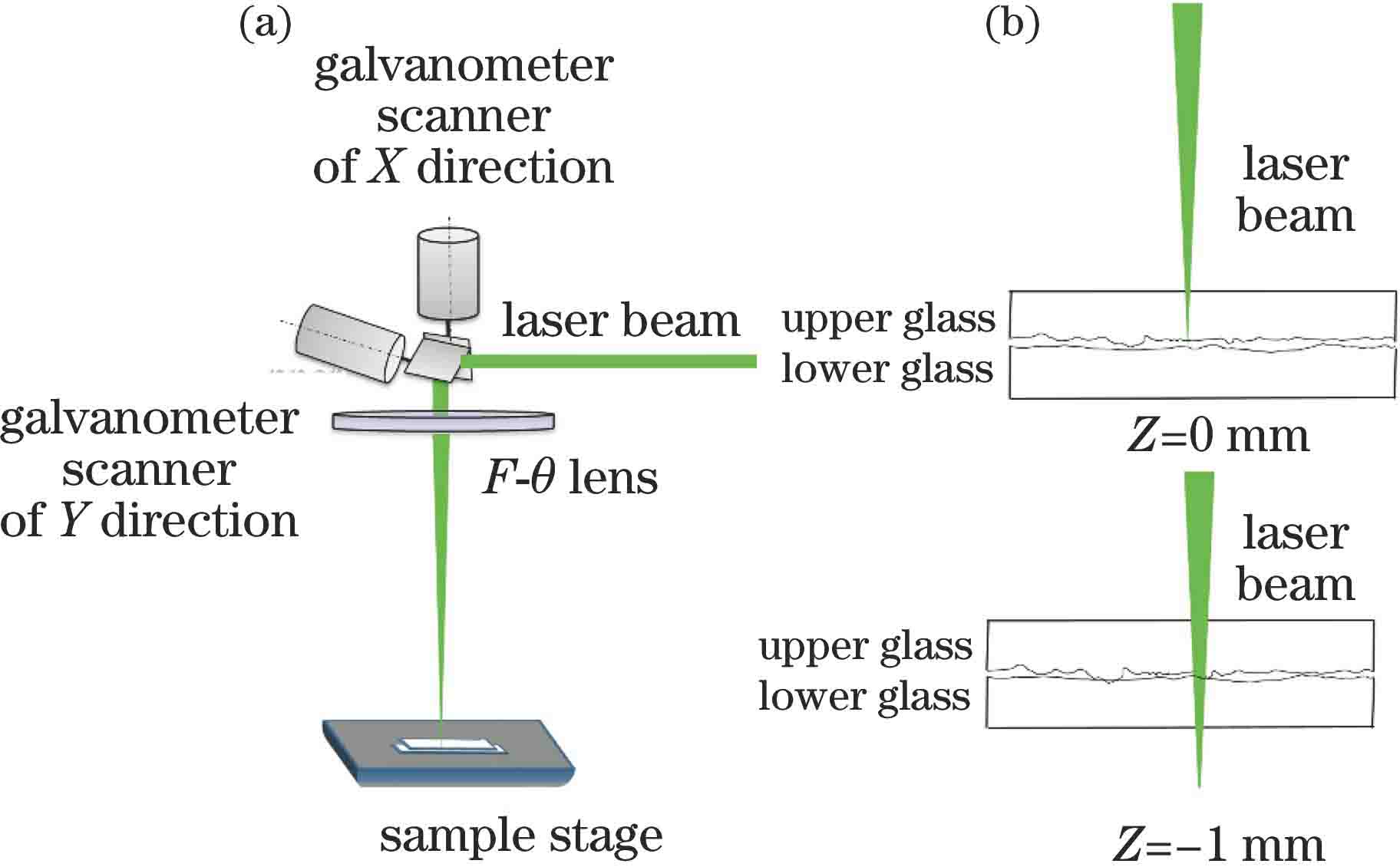

图 3. Z=0 mm时,不同焊接速度下焊接试样的横截面形貌。(a) v=25 mm/s;(b) v=35 mm/s
Fig. 3. Cross-section morphologies of welded sample at different welding speeds when Z is 0 mm. (a) v=25 mm/s; (b) v=35 mm/s

图 4. 玻璃焊接示意图。(a)采用短焦距聚焦镜进行焊接;(b)采用长焦距聚焦镜进行焊接
Fig. 4. Glass welding diagrams. (a) Welding with short focal length focusing lens; (b) welding with long focal length focusing lens

图 5. Z=-1 mm时,不同激光能量下焊接试样的横截面形貌。(a) Q=5 μJ;(b) Q=6.25 μJ;(c) Q=7.5 μJ;(d) Q=8.75 μJ
Fig. 5. Cross section morphology of welded specimens at different laser energy when Z=-1 mm. (a) Q=5 μJ; (b) Q=6.25 μJ; (c) Q=7.5 μJ; (d) Q=8.75 μJ

图 6. 当Z=-1 mm时,不同激光脉冲能量下的焊接工艺窗口
Fig. 6. Welding process window at different laser pulsed energies when Z=-1 mm

图 7. 不同扫描速度下玻璃焊接试样的横截面形貌以及横截面熔化区域形貌示意图(Z=-1 mm,Q=6.25 μJ)。(a) v=25 mm/s;(b) v=30 mm/s;(c) v=35 mm/s;(d) v=40 mm/s;(e)横截面熔化区域形貌示意图
Fig. 7. Cross-section morphology of welded specimens at different scanning speeds and diagram of melting area of cross-section (Z=-1 mm, Q=6.25 μJ). (a) v=25 mm/s; (b) v=30 mm/s; (c) v=35 mm/s; (d) v=40mm/s; (e) diagram of melting area of cross-section

图 8. 样品置于红墨水中不同时间后的密封测试结果(Z=-1 mm, Q=6 μJ, v=50 mm/s,扫描间距50 μm)。(a) 1 d; (b) 20 d
Fig. 8. Seal test results of sample placed in red ink for different time (Z=-1 mm, Q=6 μJ, v=50 mm/s, scanning space is 50 μm). (a) 1 d; (b) 20 d


表 1不同扫描速度下的焊缝结合宽度、熔化宽度和熔化高度
Table1. Weld width, melting width and melting height at different scanning speeds
|
表 2不同扫描速度下焊缝的剪切强度
Table2. Shear strength of weld at different scanning speeds
|
于淼, 黄婷, 肖荣诗. 长焦距绿光飞秒激光玻璃焊接[J]. 中国激光, 2020, 47(9): 0902005. Yu Miao, Huang Ting, Xiao Rongshi. Long Focal Length Green Femtosecond Laser Welding of Glass[J]. Chinese Journal of Lasers, 2020, 47(9): 0902005.



 PDF全文
PDF全文

