27SiMn高强钢激光-MAG复合焊接头组织和性能  下载: 834次
下载: 834次
Microstructures and Properties of 27SiMn High-Strength Steel Joints by Laser-MAG Hybrid Welding
1 上海交通大学上海市激光制造与材料改性重点实验室, 上海 200240
2 高新船舶与深海开发装备协同创新中心, 上海 200240
3 山东能源重装集团大族再制造有限公司, 山东 泰安 271000
4 山东能源重装集团恒图科技有限公司, 山东 泰安 271000
图 & 表
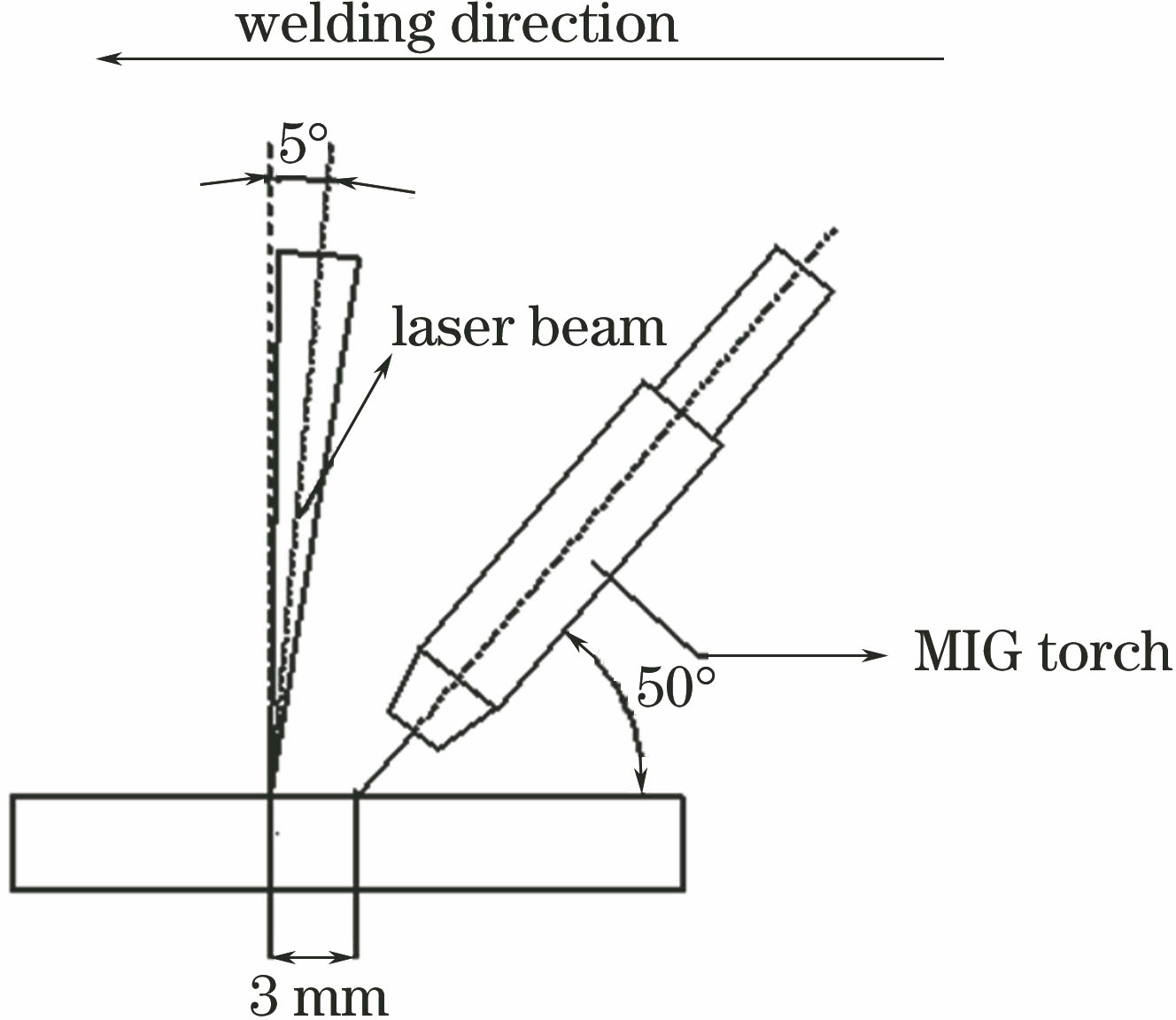
图 1. 焊接试验示意图
Fig. 1. Schematic of welding experiment
下载图片 查看原文
图 2. (a)坡口和(b)填充顺序示意图
Fig. 2. Schematic of (a) groove and (b) filling sequence
下载图片 查看原文
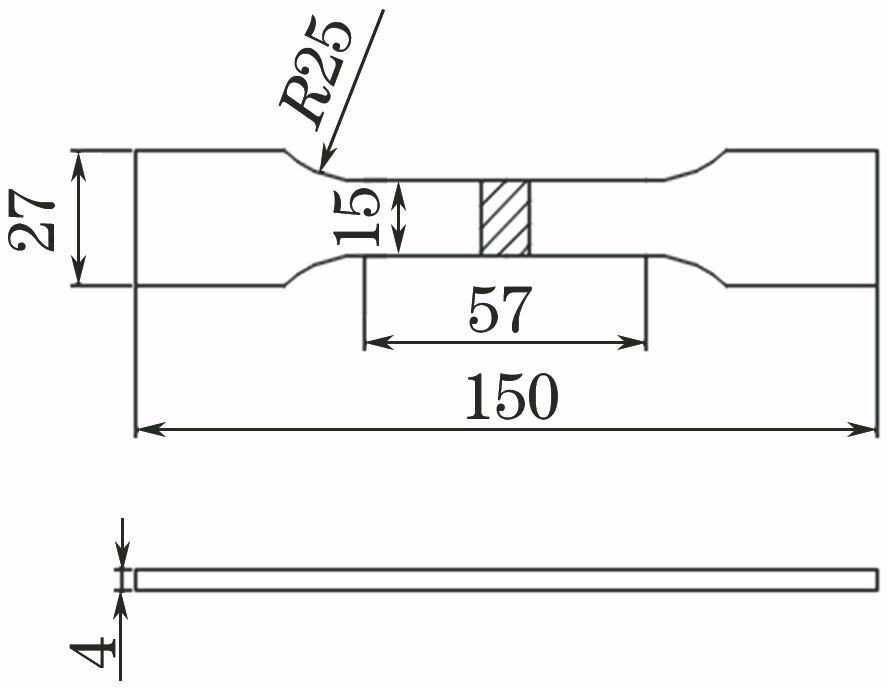
图 3. 拉伸试样尺寸
Fig. 3. Size of tensile sample
下载图片 查看原文
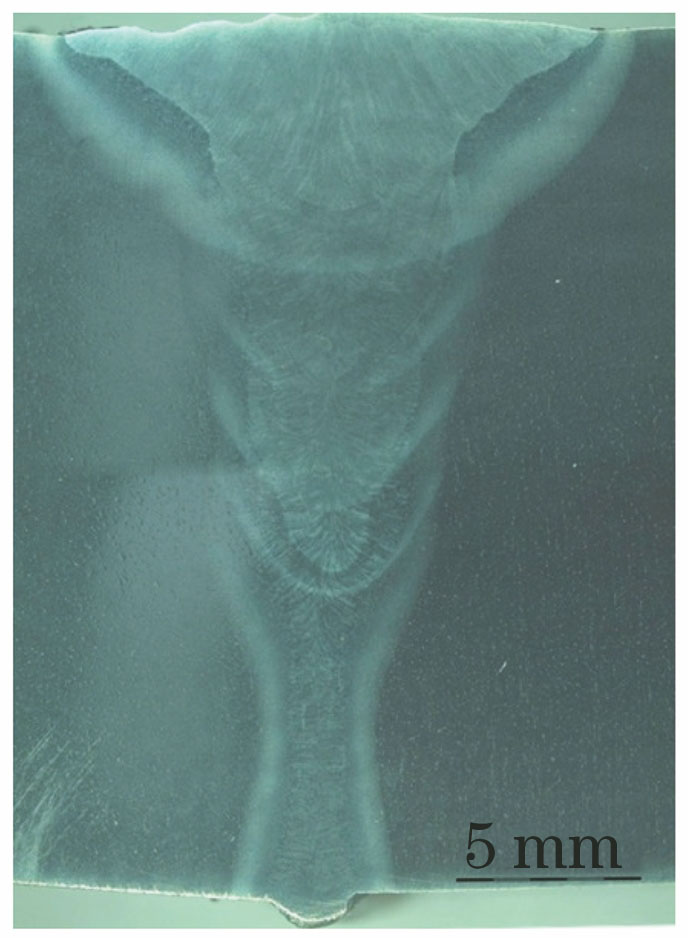
图 4. 焊接接头的宏观形貌
Fig. 4. Macromorphology of welding joint
下载图片 查看原文
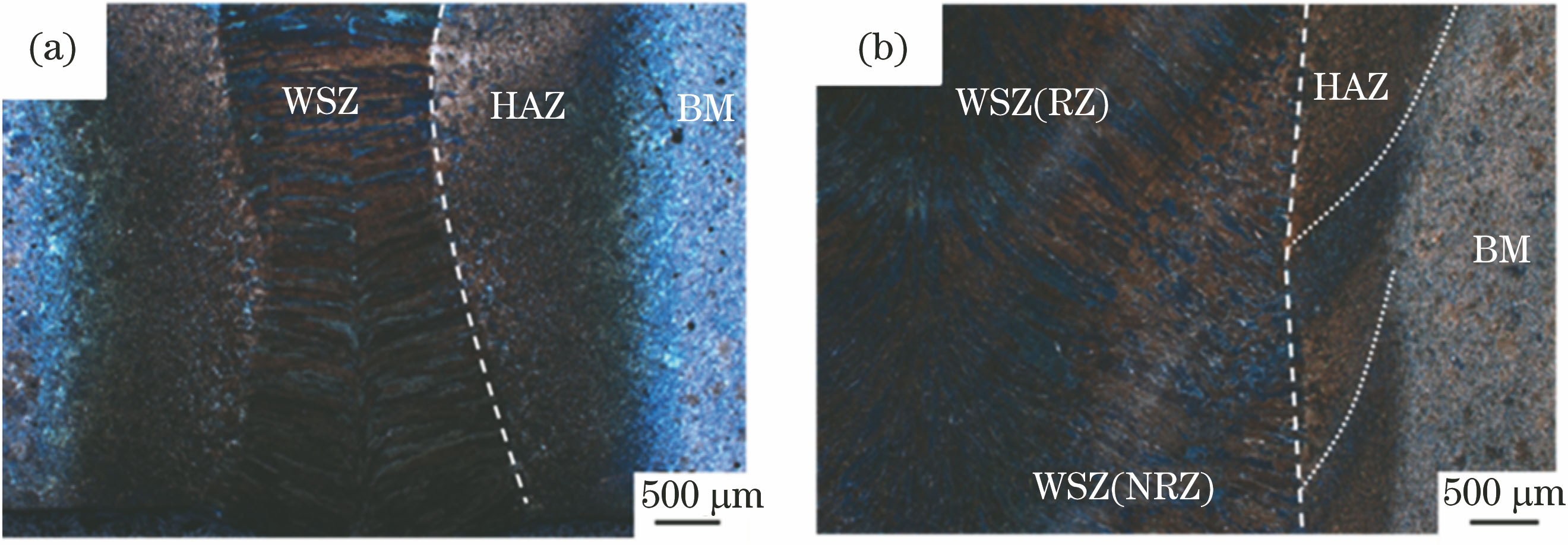
图 5. 焊接接头各区域分布。(a)钝边;(b)填充焊道
Fig. 5. Zone distributions of welding joint. (a) Root face; (b) filler pass
下载图片 查看原文
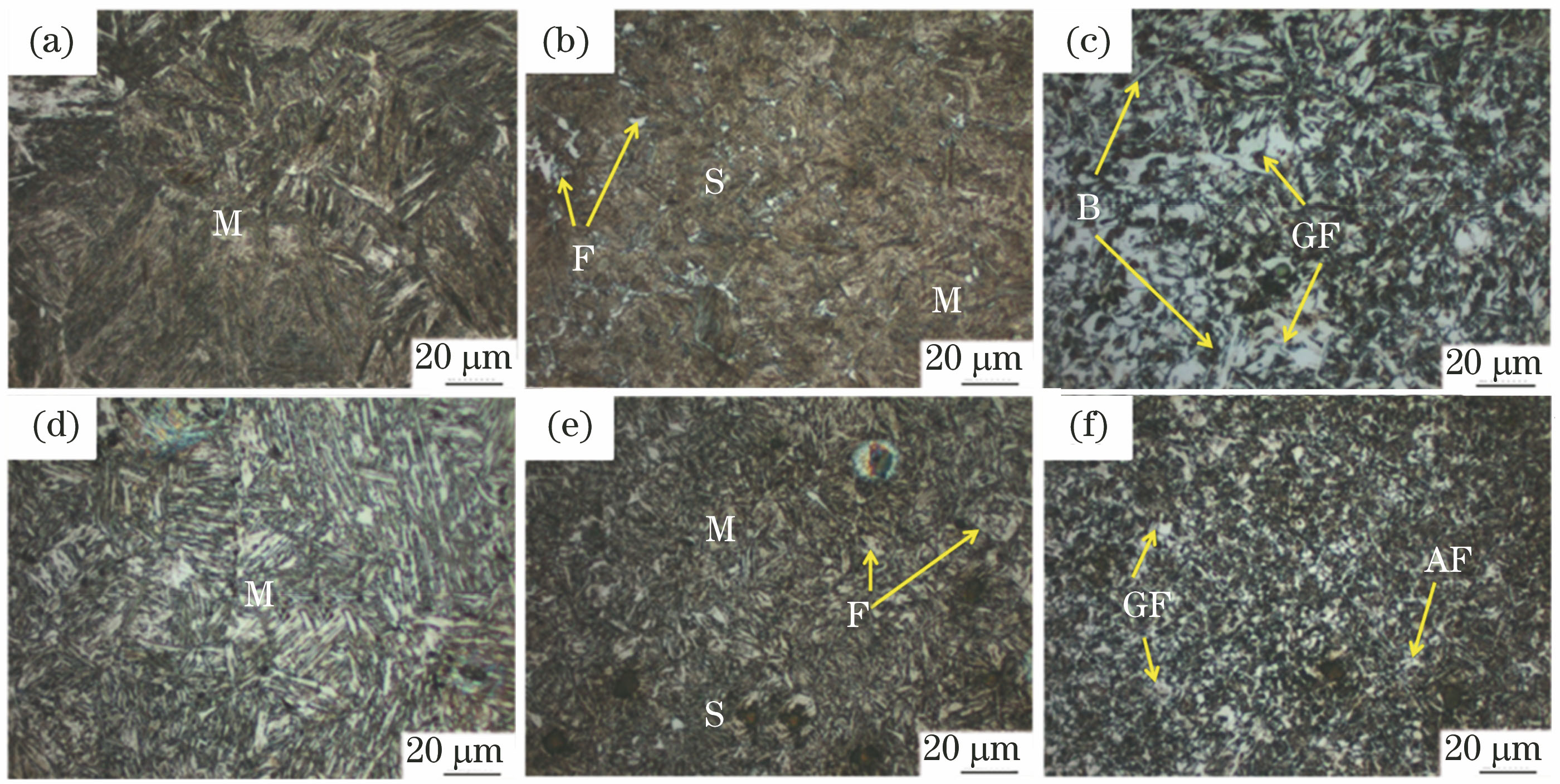
图 6. 焊接接头焊缝区和母材的微观组织。(a)钝边焊道焊缝区;(b)填充焊道非重熔区;(c)填充焊道重熔区;(d)母材
Fig. 6. Microstructures of WSZ and BM of welding joint. (a) WSZ of root-face pass; (b) NRZ of filler pass; (c) RZ of filler pass; (d) BM
下载图片 查看原文
图 7. 热影响区的微观组织。(a)钝边焊道粗晶区;(b)钝边焊道细晶区;(c)钝边焊道过渡区;(d)填充焊道粗晶区; (e)填充焊道细晶区;(f)填充焊道过渡区
Fig. 7. Microstructures of HAZ. (a) CFZ of root-face pass; (b) FGZ of root-face pass; (c) TZ of root-face pass; (d) CFZ of filler pass; (e) FGZ of filler pass; (f) TZ of filler pass
下载图片 查看原文
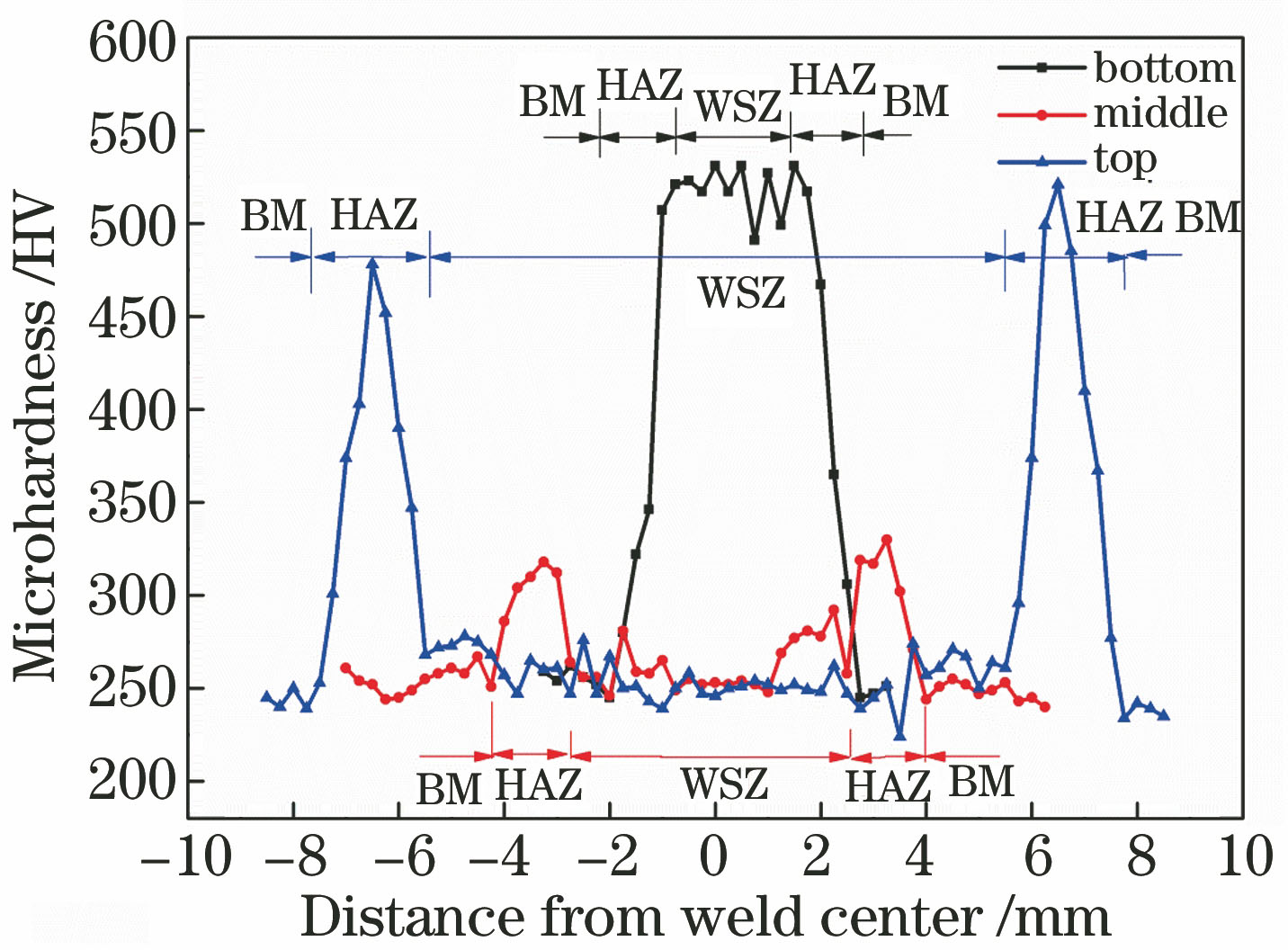
图 8. 焊接接头不同位置微硬度分布
Fig. 8. Microhardness distributions of welding joint at different positions
下载图片 查看原文
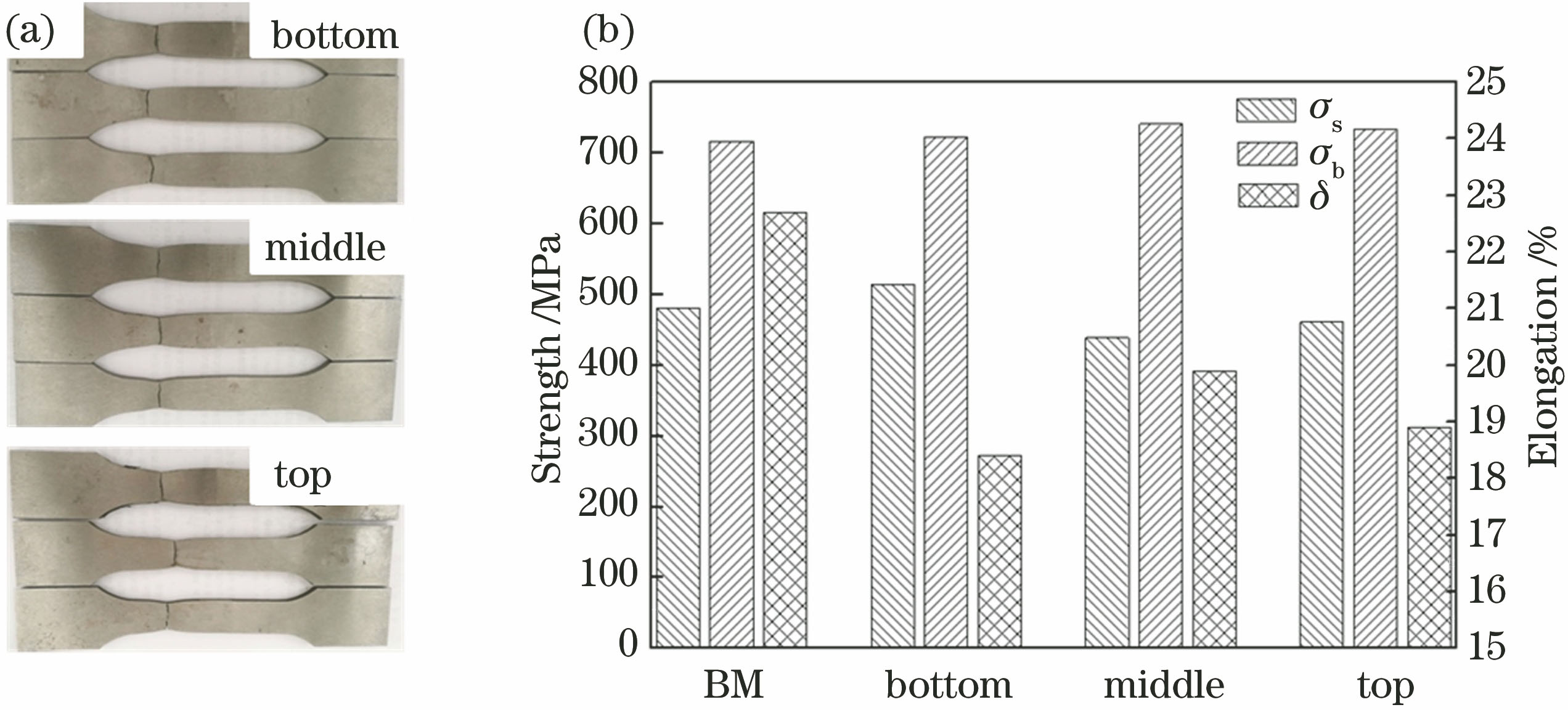
图 9. 拉伸试验。(a)拉伸试样宏观照片;(b)拉伸试验结果
Fig. 9. Tensile test. (a) Macrophoto of tensile sample; (b) tensile test results
下载图片 查看原文
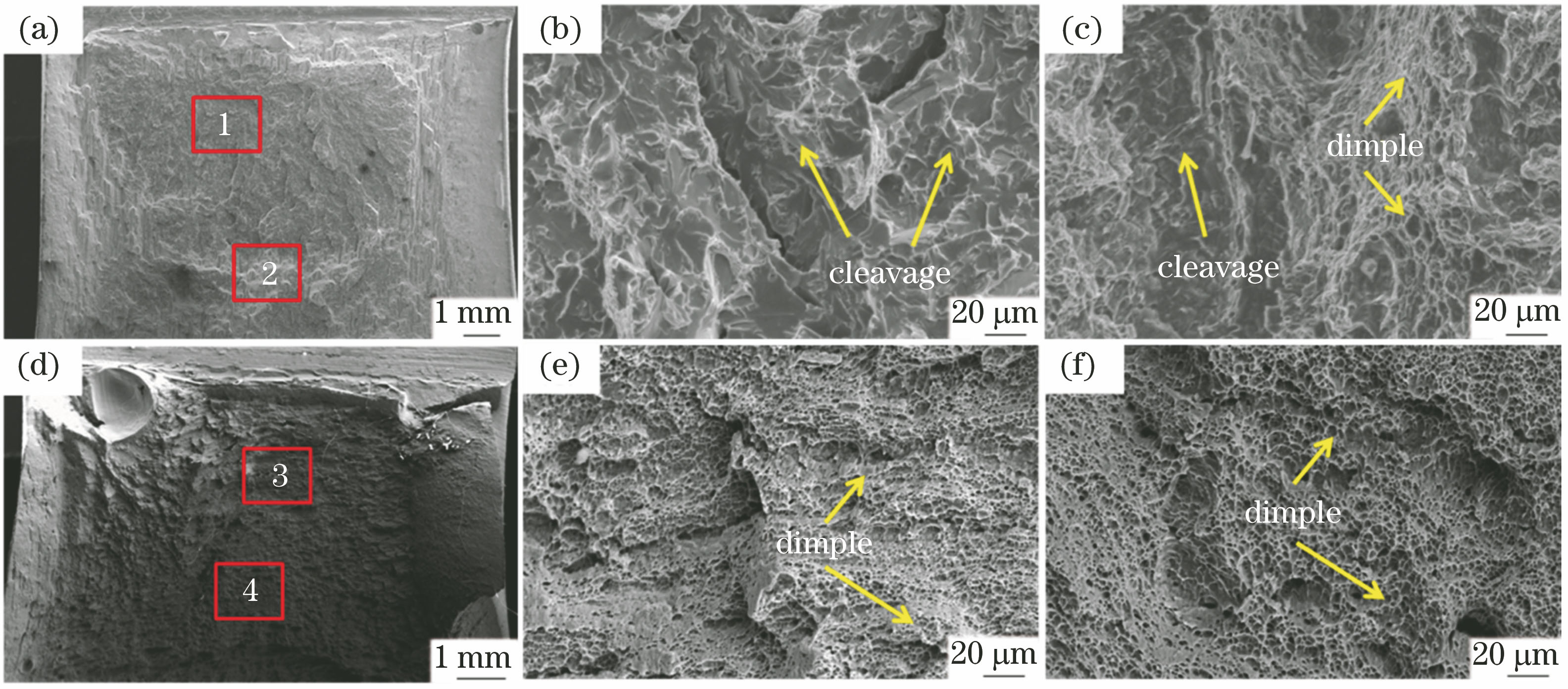
图 10. 焊接接头焊缝区的冲击断口微观形貌。(a)钝边焊道;(b)图10(a)中位置1的局部放大;(c)图10(a)中位置2的局部放大;(d)填充焊道;(e)图10(d)中位置3的局部放大;(f)图10(d)中位置4的局部放大
Fig. 10. Microstructures of impact fracture at WSZ of welding joint. (a) Root-face pass; (b) partially enlarged view of position 1 in Fig. 10(a); (c) partially enlarged view of position 2 in Fig. 10(a); (d) filler pass; (e) partially enlarged view of position 3 in Fig. 10(d); (f) partially enlarged view of position 4 in Fig. 10(d)
下载图片 查看原文
表 127SiMn高强钢和GHS-70焊丝的化学成分(质量分数,%)
Table1. Chemical compositions of 27SiMn high-strength steel and GHS-70 wire (mass fraction, %)
| Item | C | Si | Mn | P | S | Cr | Ni | Mo |
|---|
| 27SiMn base metal | 0.25 | 0.97 | 1.40 | 0.015 | 0.007 | 0.087 | 0.056 | 0.028 | | GHS-70 wire | 0.08 | 0.60 | 1.45 | 0.005 | 0.008 | - | - | - |
|
查看原文
表 2焊接工艺参数
Table2. Process parameters of welding
| Layernumber | Laserpower /kW | Weldingspeed /(m·min-1) | Defocusing /mm | Weldingcurrent /A | Arcvoltage /V |
|---|
| 1 | 9.0 | 1.2 | 0 | 220 | 22 | | 2 | 1.5 | 0.9 | 0 | 220 | 22 | | 3-4 | 1.5 | 0.9 | 0 | 280 | 28 | | 5 | 1.5 | 0.9 | 0 | 330 | 30 |
|
查看原文
表 3焊接接头不同位置冲击试验结果
Table3. Impact results of welding joint at different positions
| Position | Impact energy /J |
|---|
| Base metal | | 38 | | Root-face pass | WSZHAZ | 4462 | | Filler pass | WSZHAZ | 11474 |
|
查看原文
史鹏飞, 黄坚, 澹台凡亮, 姚成武, 高强, 刘虎. 27SiMn高强钢激光-MAG复合焊接头组织和性能[J]. 中国激光, 2017, 44(10): 1002001. Shi Pengfei, Huang Jian, Tantai Fanliang, Yao Chengwu, Gao Qiang, Liu Hu. Microstructures and Properties of 27SiMn High-Strength Steel Joints by Laser-MAG Hybrid Welding[J]. Chinese Journal of Lasers, 2017, 44(10): 1002001.





 PDF全文
PDF全文

