燕山大学先进锻压成形技术与科学教育部重点实验室, 河北 秦皇岛 066004
采用由点式锻压和激光修复组成的点式锻压激光修复(PF-LR)技术对TA15钛合金锻件进行修复。研究了PF-LR TA15钛合金锻件的组织,测试了具有不同修复体积分数(修复区体积与拉伸试样体积之比)的PF-LR TA15钛合金的拉伸力学性能。结果表明,PF-LR区内的TA15钛合金等轴晶的平均晶粒尺寸约为200 μm,等轴晶内部微观组织为网篮组织+β转变组织。PF-LR TA15钛合金修复区的屈服强度、抗拉强度及塑性比锻造退火态TA15钛合金的航空拉伸力学性能的下限标准分别提高了20.5%、23.3%及93.7%。含10%、30%及50%修复体积分数的PF-LR TA15钛合金锻件的屈服强度、抗拉强度和塑性均超过锻造退火态TA15钛合金的航空拉伸力学性能标准,且PF-LR体积分数越高,PF-LR TA15钛合金锻件的屈服强度、抗拉强度和塑性也相应越高。讨论了含不同修复体积分数的PF-LR TA15钛合金锻件拉伸力学性能提高的原因。根据拉伸断口形貌特点,分析了PF-LR TA15钛合金锻件的拉伸断裂行为。
激光技术 点式锻压 激光修复 TA15钛合金 显微组织 拉伸性能 中国激光
2021, 48(10): 1002103
Author Affiliations
Abstract
1 State Key Laboratory of Robotics and System, Harbin Institute of Technology, Harbin 150001, China
2 Research Center of Laser Fusion, China Academy of Engineering Physics, Mianyang 621900, China
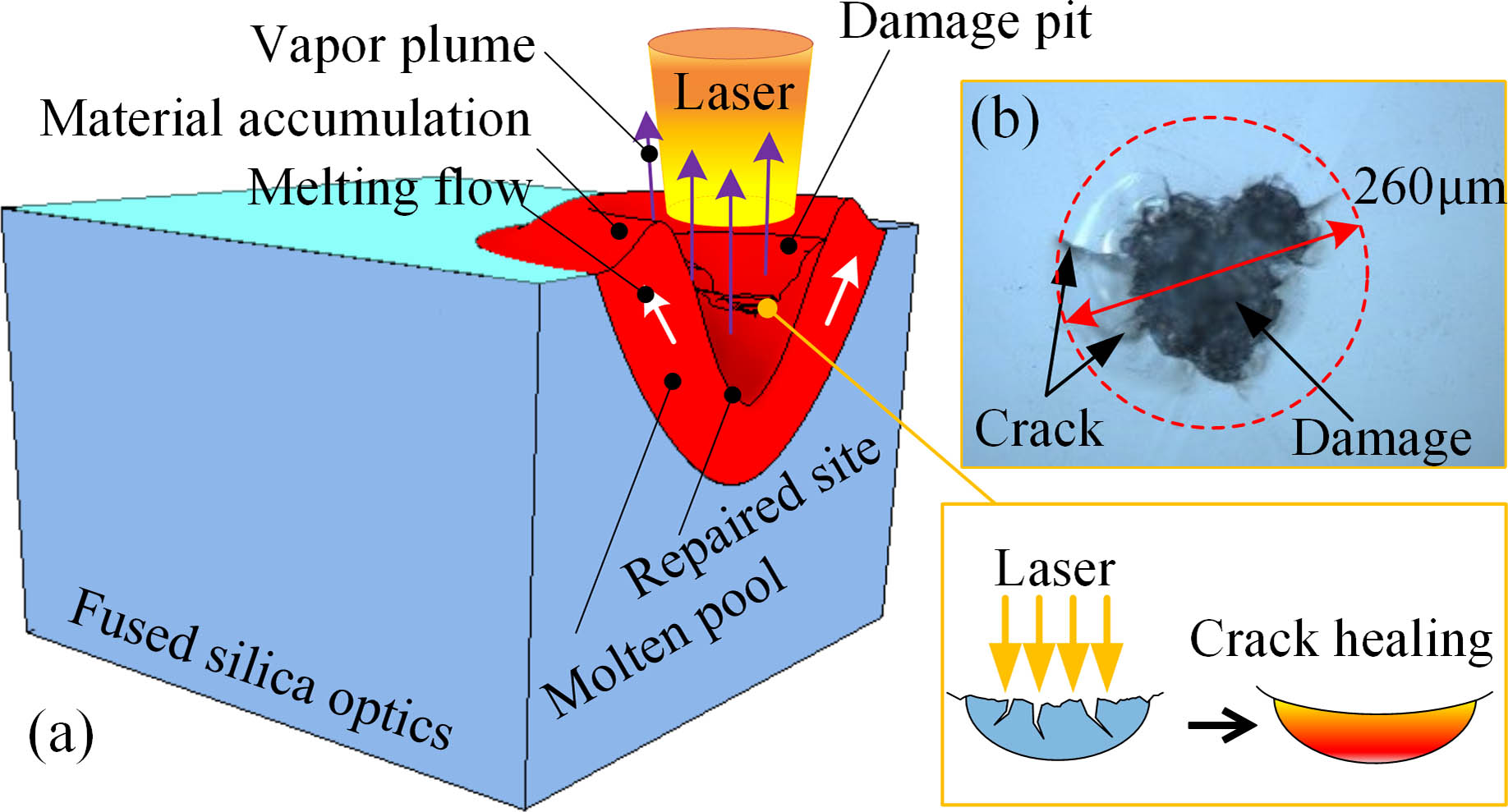
In order to reveal the evolution mechanism of repaired morphology and the material’s migration mechanism on the crack surface in the process of laser repairing surface damage of fused silica optics, two multi-physics coupling mathematical models with different scales are developed, respectively. The physical problems, such as heat and mass transfer, material phase transition, melt flow, evaporation removal, and crack healing, are analyzed. Studies show that material ablation and the gasification recoil pressure accompanying the material splash are the leading factors in forming the Gaussian crater with a raised rim feature. The use of low-power lasers for a long time can fully melt the material around the crack before healing, which can greatly reduce the size of the residual air layer. Combined with the experimental research, the methods to suppress the negative factors (e.g., raised rim, deposited debris, air bubbles) in the laser repairing process are proposed.
CO2 laser repairing fused silica crack healing surface evolution Chinese Optics Letters
2021, 19(4): 041402
1 华中科技大学材料科学与工程学院, 湖北 武汉 430073
2 湖北工业大学工程技术学院, 湖北 武汉 430064
研究了K452高温合金激光增材修复时的开裂特性及液化裂纹产生机理,采用低热输入脉冲激光工艺控制液化裂纹的产生,研究了修复区域的显微组织和力学性能。结果表明,K452高温合金在激光增材修复过程中容易产生液化裂纹,裂纹通常起源于热影响区且沿晶界向基体和修复区域扩展;拉应力作用下热影响区晶界上的液膜形成了液化裂纹。低热输入脉冲激光工艺可以有效控制液化裂纹的产生,脉冲激光修复试样修复区的平均硬度为267.9 HV;抗拉强度和屈服强度分别为814.3 MPa和685.8 MPa,略大于铸态基体的强度;延伸率为4.87%,略小于铸态基体的6.25%。低热输入脉冲激光工艺实现了无裂纹的开槽修复,铸态修复试样强度达到了铸态基体的强度标准,延伸率略低于铸态基体。
激光技术 激光修复 K452高温合金 液化裂纹 裂纹控制 力学性能
1 沈阳航空航天大学航空制造工艺数字化国防重点学科实验室, 辽宁 沈阳 110136
2 中国航发四川燃气涡轮研究院, 四川 绵阳 621700
采用激光沉积修复技术和电弧增材修复技术分别对预制损伤激光沉积制造TC4进行修复,然后对其进行不同的热处理,研究两种修复制件在热处理前后的组织和力学性能。结果表明:两种修复件的修复区均与基材形成了致密的冶金结合,无明显的热影响区;两种修复件的显微组织存在差异,激光修复区中的β柱状晶由基材延伸到修复区顶部,整体组织较为一致,而电弧修复区中出现了粗大的β等轴晶,晶内α相较基材的更细长;激光修复件的综合性能较好,其强度与塑性均高于TC4锻件标准,电弧修复件的强度与激光修复件的相当,但断面收缩率较激光修复件的低; 600 ℃退火处理对组织及性能的影响较小,而固溶时效处理能使α相明显粗化,大幅提升其塑性,且对强度的影响不大,可使制件获得较佳的强度/塑性匹配;两种热处理态修复件的拉伸断裂机制不同,激光修复件的断口表面布满大而深的韧窝,为韧性断裂,而电弧修复件断口上的颈缩不明显,韧窝较浅且起伏较小,表现为准解理断裂特征。
激光光学 激光修复 电弧修复 TC4钛合金 显微组织 力学性能 中国激光
2018, 45(12): 1202002
西北工业大学 凝固技术国家重点实验室, 陕西 西安 710072
研究了激光修复300M超高强度钢冲击韧性及断裂机理。结果表明, 激光修复300M超高强度钢沉积态的显微组织从修复区顶部到基材区发生了显著变化, 经过热处理后显微组织发生明显均匀化, 修复试样沉积态的冲击韧性为14.3 J/cm2, 远低于300M超高强度钢锻件。经过热处理后, 冲击韧性有了显著地提高, 达到28.3 J/cm2。沉积态试样的断裂方式为准解理断裂, 主裂纹在扩展的过程中横穿马氏体领域, 且在遇到下一个领域时会发生偏转。热处理态试样的断裂方式为韧性断裂。
激光修复 冲击韧性 断裂机理 300M超高强度钢 laser repairing impact toughness fracture mechanism 300M ultra-high strength steel
1 华中科技大学材料科学与工程学院, 湖北 武汉 430074
2 湖北工业大学工程技术学院, 湖北 武汉 430064
研究了单晶高温合金的修复工艺对枝晶生长的影响,分析了不同底角V形槽对激光修复枝晶生长的影响。通过在DD5试样上进行激光熔覆来确定合适的工艺参数,发现减小热输入有利于扩大定向枝晶区域。DD6的搭接实验结果表明30%的搭接率有利于减小搭接区域的杂晶。选用合适的工艺参数对DD5试样的不同底角V槽进行修复。结果表明,V形槽底角在60°~120°的范围内变化时,底部枝晶生长方向变化不大,但侧壁附近杂晶会随着熔池温度的梯度方向与最优生长方向夹角的增大而减小。当V槽底角为120°时,侧壁区域不产生杂晶。
激光技术 单晶高温合金 激光修复 最优生长方向 枝晶生长 V槽
1 沈阳航空航天大学航空制造工艺数字化国防重点学科实验室,辽宁 沈阳 110136
2 沈阳飞机设计研究所,辽宁 沈阳 110135
3 北京航空航天大学材料科学与工程学院,北京 100191
为降低激光沉积修复钛合金基体的残余应力与变形,采用有限元参数化设计语言研究了不同激光扫描路径对修复基体残余应力与变形的影响,模拟了不同扫描路径下修复基体残余应力及不同修复层残余应力的分布情况,并对原因进行了分析。结果表明:不同扫描路径下基体两端残余应力值较大,修复层残余应力值两端高,中间低,采用层间交错扫描路径时,各修复层残余应力值大小和波动幅度降低,修复件表面平整度值最小。采用压痕法对不同扫描方式下修复件表面残余应力进行了测定,得到了不同扫描路径下基体变形曲线,并与模拟结果进行了比较,两者吻合较好,为提高激光修复质量提供了参考依据。
激光修复 扫描路径 残余应力 变形 laser repairing scanning path residual stress distortion 红外与激光工程
2015, 44(10): 2926
1 沈阳大陆激光技术有限公司, 辽宁 沈阳 110136
2 中国科学院金属研究所 金属腐蚀与防护国家重点实验室, 辽宁 沈阳 110016
对某机车内燃机涡轮增压器导向叶轮的故障进行了分析, 提出了采用激光熔覆法修复受损叶轮。通过对激光熔覆样品的拉伸与疲劳性能测试, 验证了激光熔覆法修复该机车内燃机增压器导向叶轮的可行性。
涡轮增压器 叶轮 疲劳断裂 激光修复 turbocharger wheel fatigue fracture laser repairing
1 浙江工业大学激光加工技术工程研究中心, 浙江 杭州 310014
2 杭州汽轮机股份有限公司, 浙江 杭州 310022
3 上海电气电站设备有限公司, 上海 200240
选择不同的激光加工技术,如激光合金化、激光修复和激光固溶技术,实现了2Cr13和17-4PH两种常见叶片的强化与修复。对强化和修复前后汽轮机叶片的显微结构、硬度、残余应力、耐磨性、抗腐蚀、抗气蚀性能进行了测试分析。证明激光加工技术在汽轮机叶片的强化和修复方面具有良好的应用前景。
激光技术 汽轮机叶片 激光合金化 激光修复 激光固溶 抗气蚀 激光与光电子学进展
2012, 49(3): 031403
1 华中科技大学激光技术国家重点实验室,武汉 430074
2 华中科技大学动力系,武汉 430074
采用双光束激光修复碳钢零件的表面裂纹.裂纹修复区堆焊层与零件基体间存在一明显的白色熔合结合带,组织结构中存在联生的胞晶组织及树枝状、针状组织.枝晶为先析出相γ-Ni,固溶有大量的Cu和Fe;枝晶间隙除低熔点金属外,含有γ-Ni,NiSi2,Cr3Ni2,CrSi.修复区送料堆焊层的硬度明显高于碳钢基体的硬度,约在HV0.2400~HV0.2450,随后由堆焊层到过渡区逐渐降低.
碳钢零件 表面裂纹 激光修复 组织结构









