激光视觉传感系统的电弧增材制造侧表面成形分析  下载: 985次
下载: 985次
Side-Surface-Form Analysis of Arc Additive Manufacturing Based on Laser Vision Sensing System
广东工业大学广东省焊接工程技术研究中心, 广东 广州 510006
图 & 表
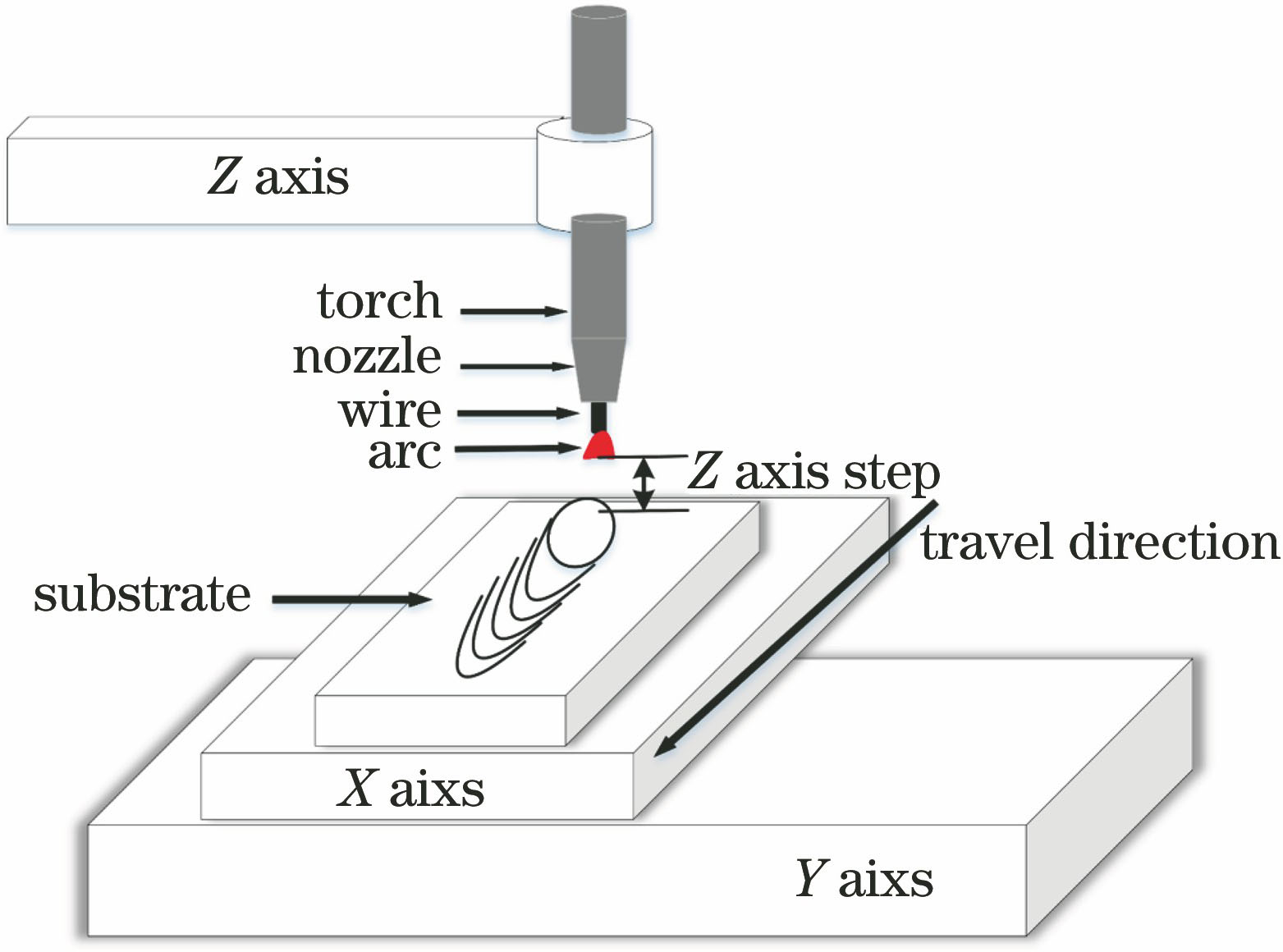
图 1. 平板堆焊实验装置示意图
Fig. 1. Experimental device diagram of flat welding
下载图片 查看原文
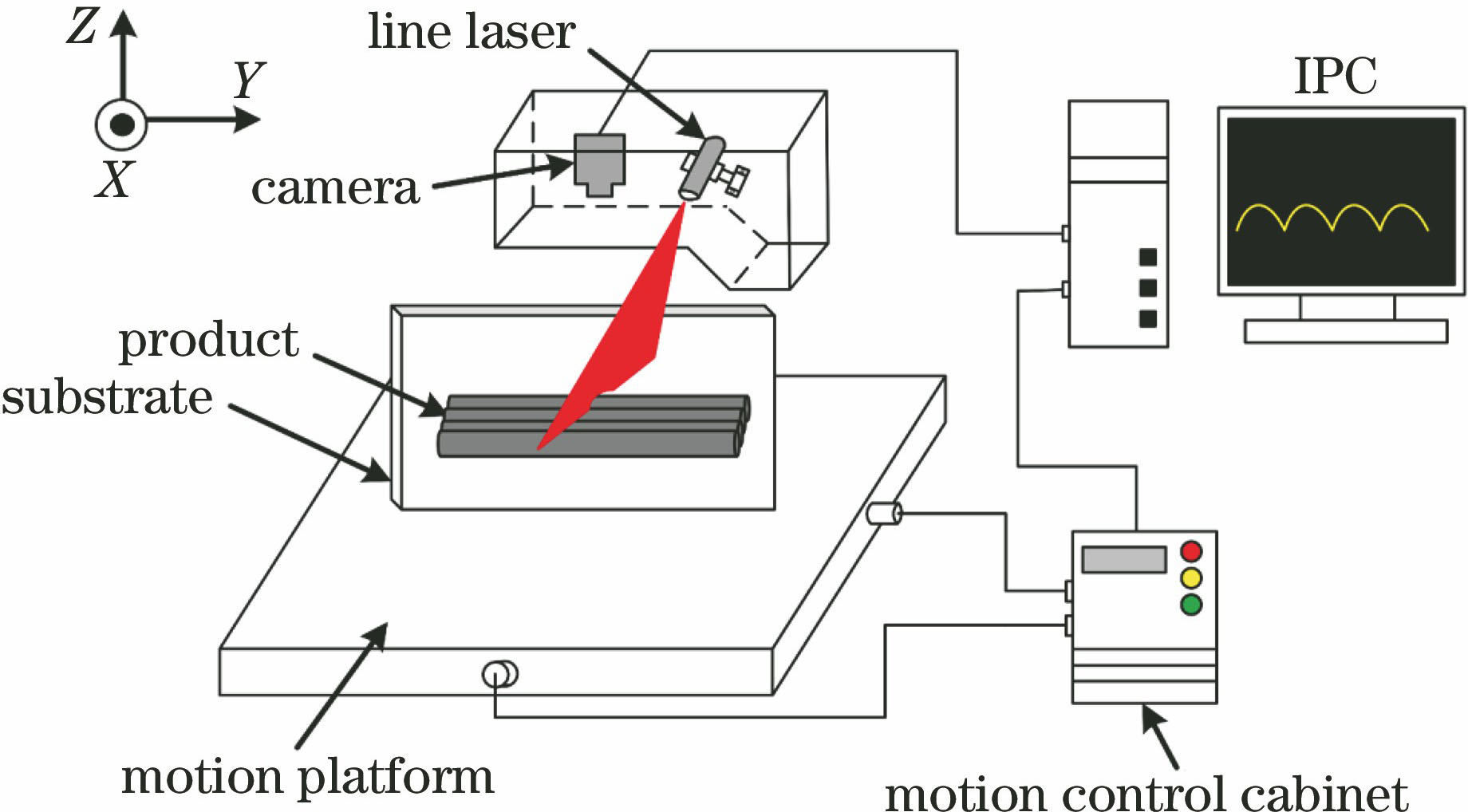
图 2. 堆积层侧表面成形检测装置示意图
Fig. 2. Diagram of surface forming measurement device on the side of deposition layer
下载图片 查看原文
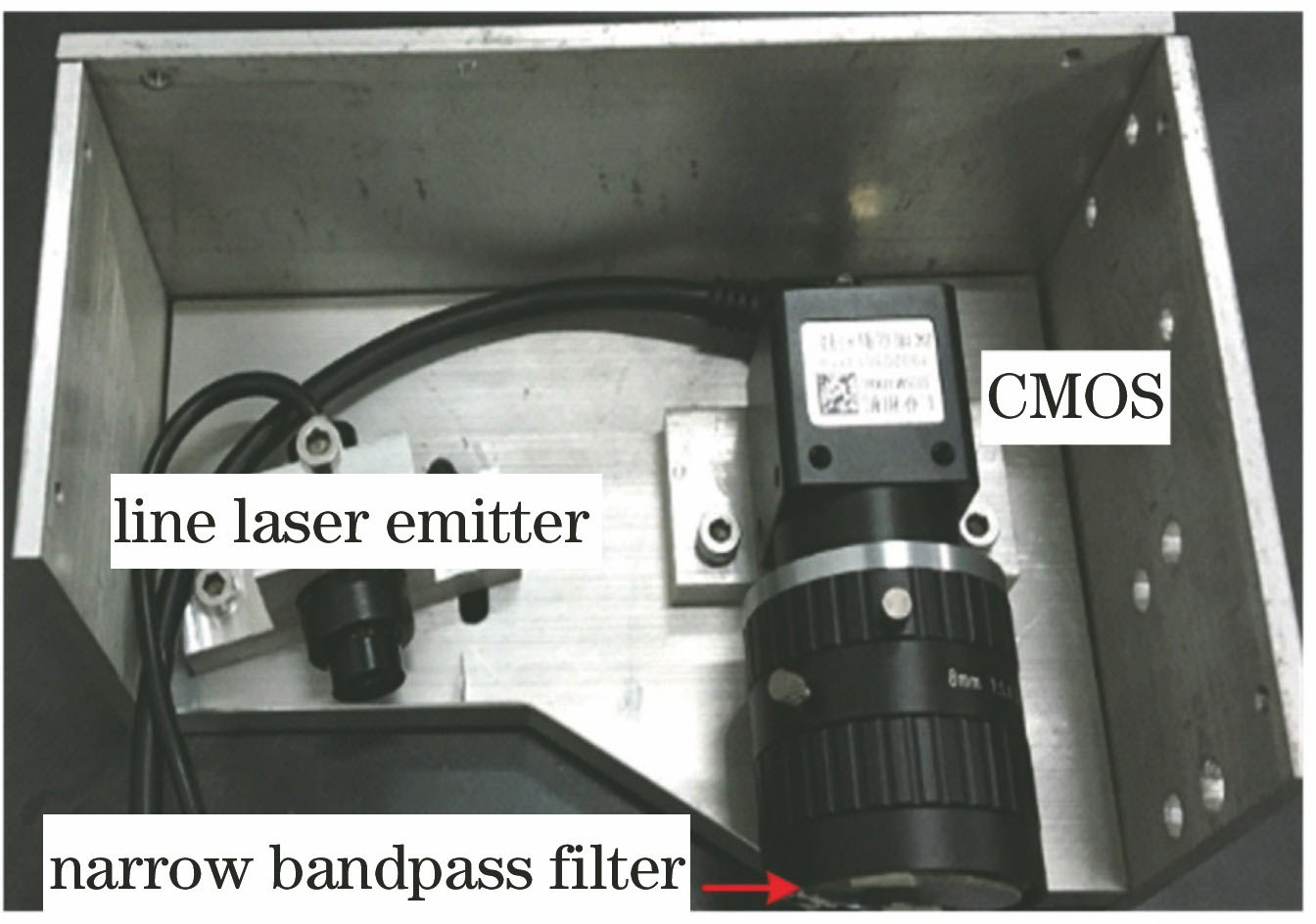
图 3. 激光视觉传感装置实物图
Fig. 3. Physical diagram of laser vision sensing system
下载图片 查看原文
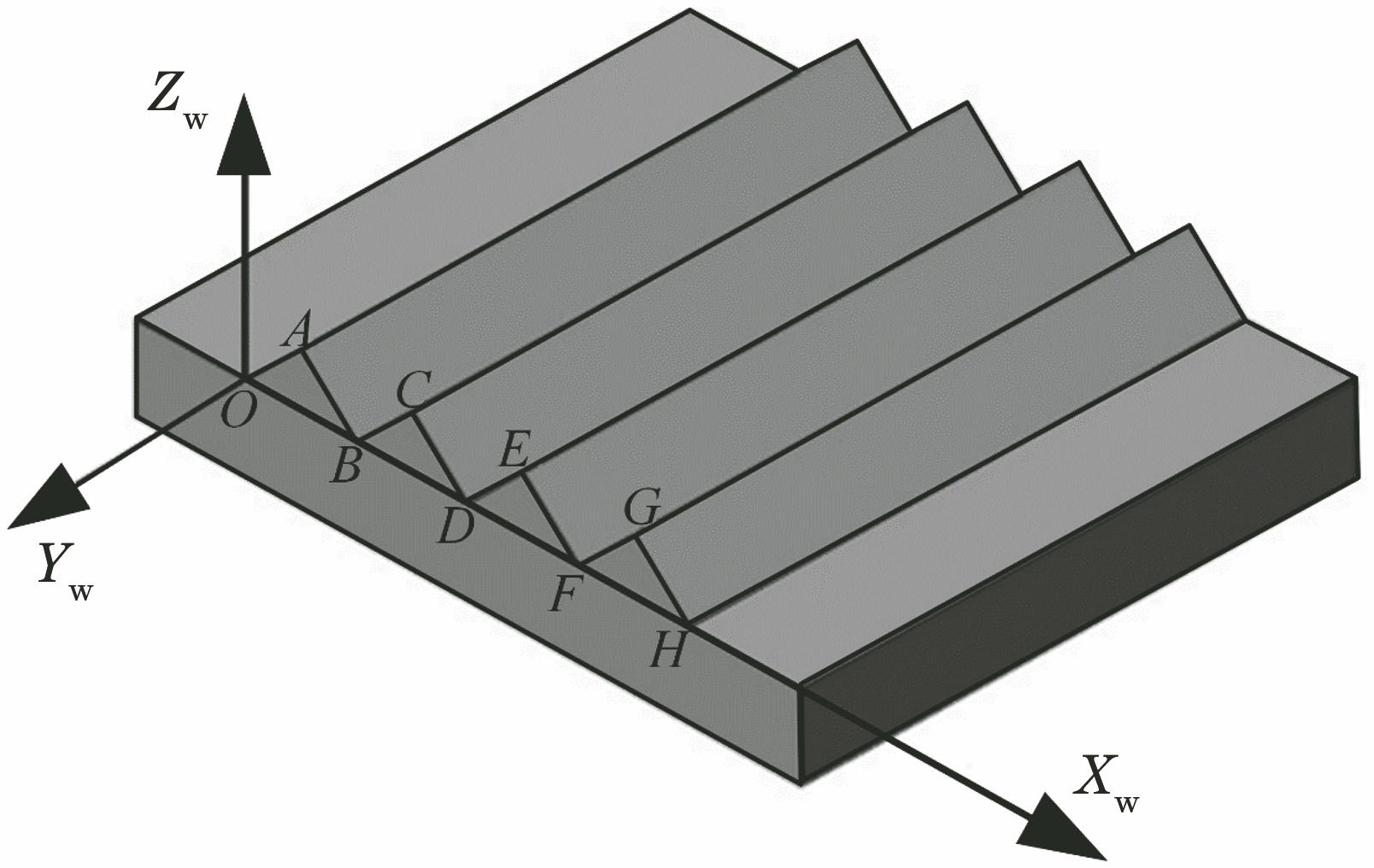
图 4. 锯齿靶标示意图
Fig. 4. Diagram of sawtooth target
下载图片 查看原文
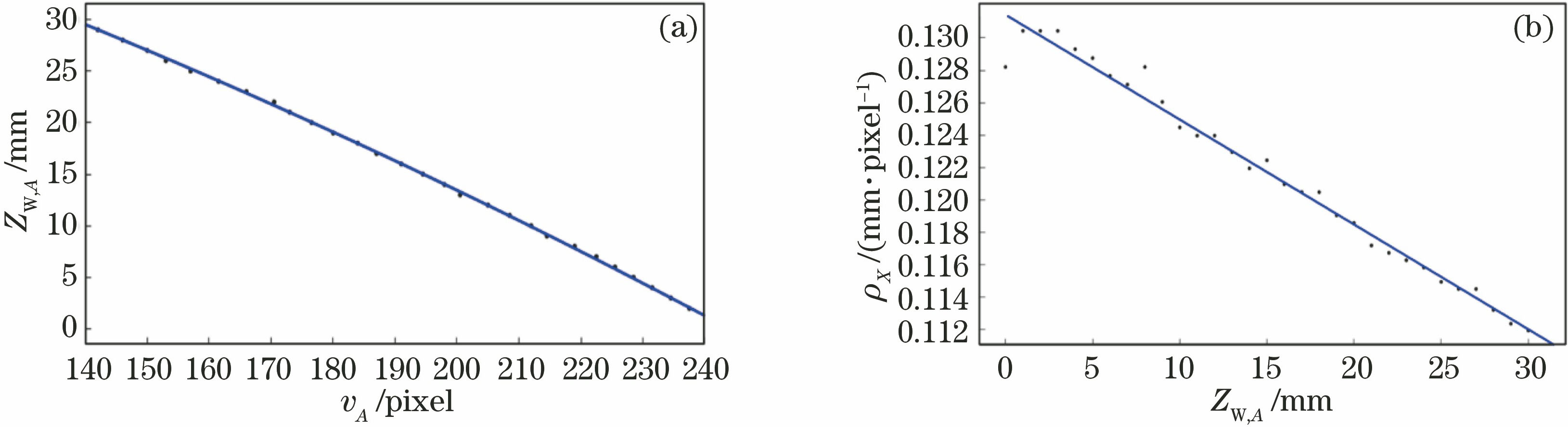
图 5. 多项式拟合曲线。(a) ZW,A与vA二次拟合曲线;(b) ρX与ZW,A线性拟合曲线
Fig. 5. Polynomial fitting curves. (a) Quadratic fitting curve of ZW,Aand vA (b) linear fitting curve of ρZ and ZW,A
下载图片 查看原文
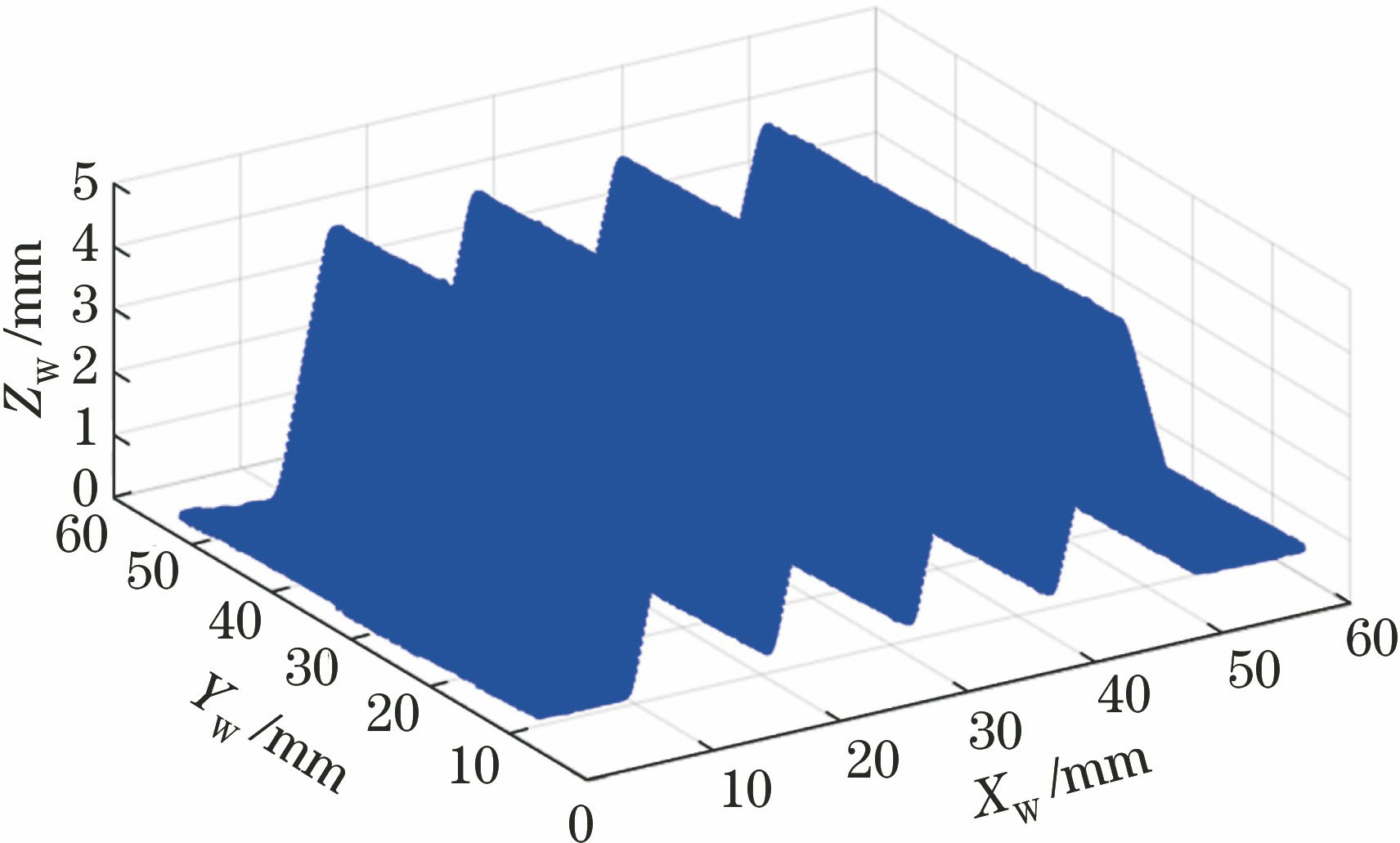
图 6. 锯齿靶标三维重建图
Fig. 6. 3D reconstruction of sawtooth target
下载图片 查看原文
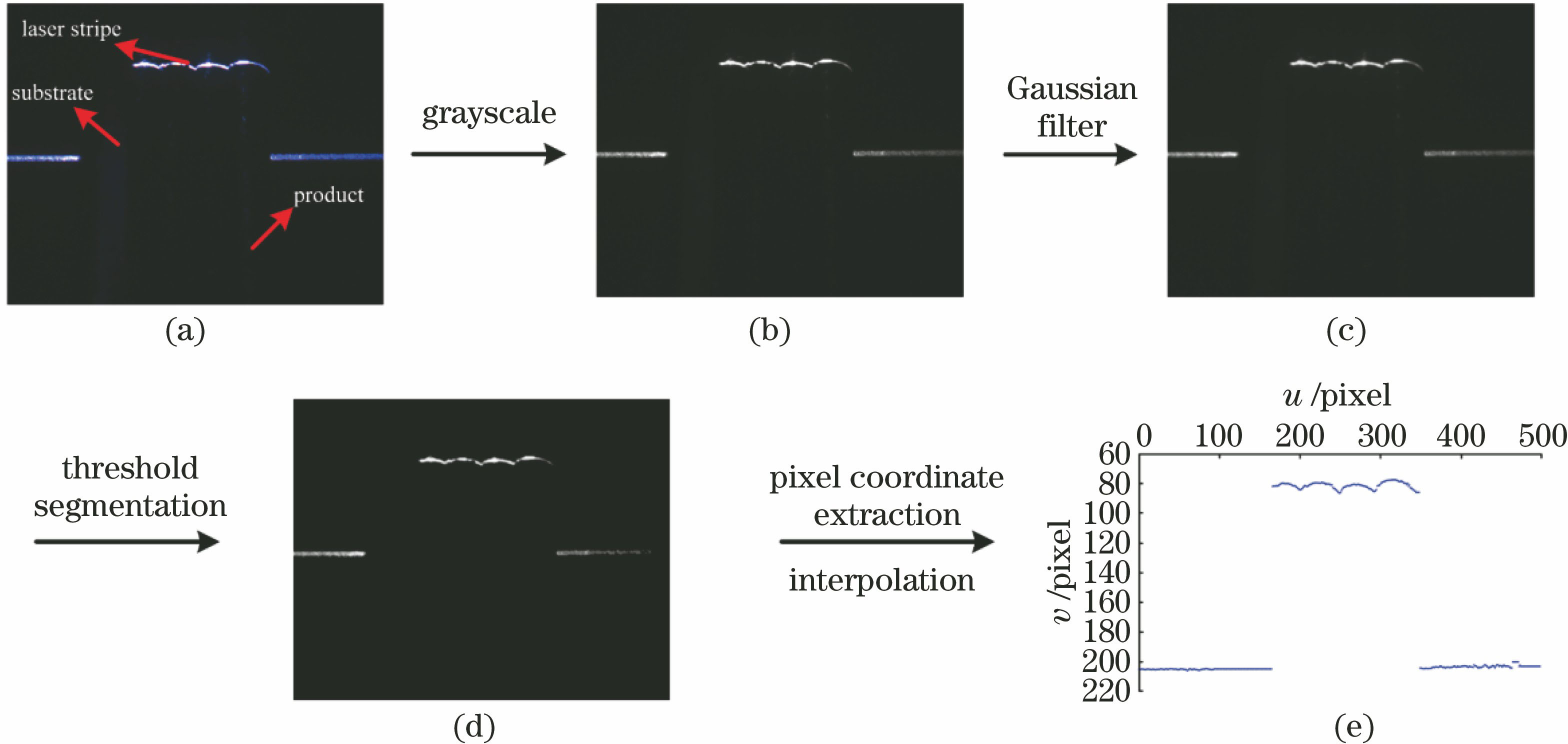
图 7. 像素坐标提取流程图。(a)原始图像;(b)灰度图;(c)高斯滤波;(d)阈值分割;(e)像素坐标提取
Fig. 7. Flow chart of pixel coordinate extraction. (a) Original image; (b) grayscale image; (c) Gaussian filter; (d) threshold segmentation; (e) pixel coordinate extraction
下载图片 查看原文
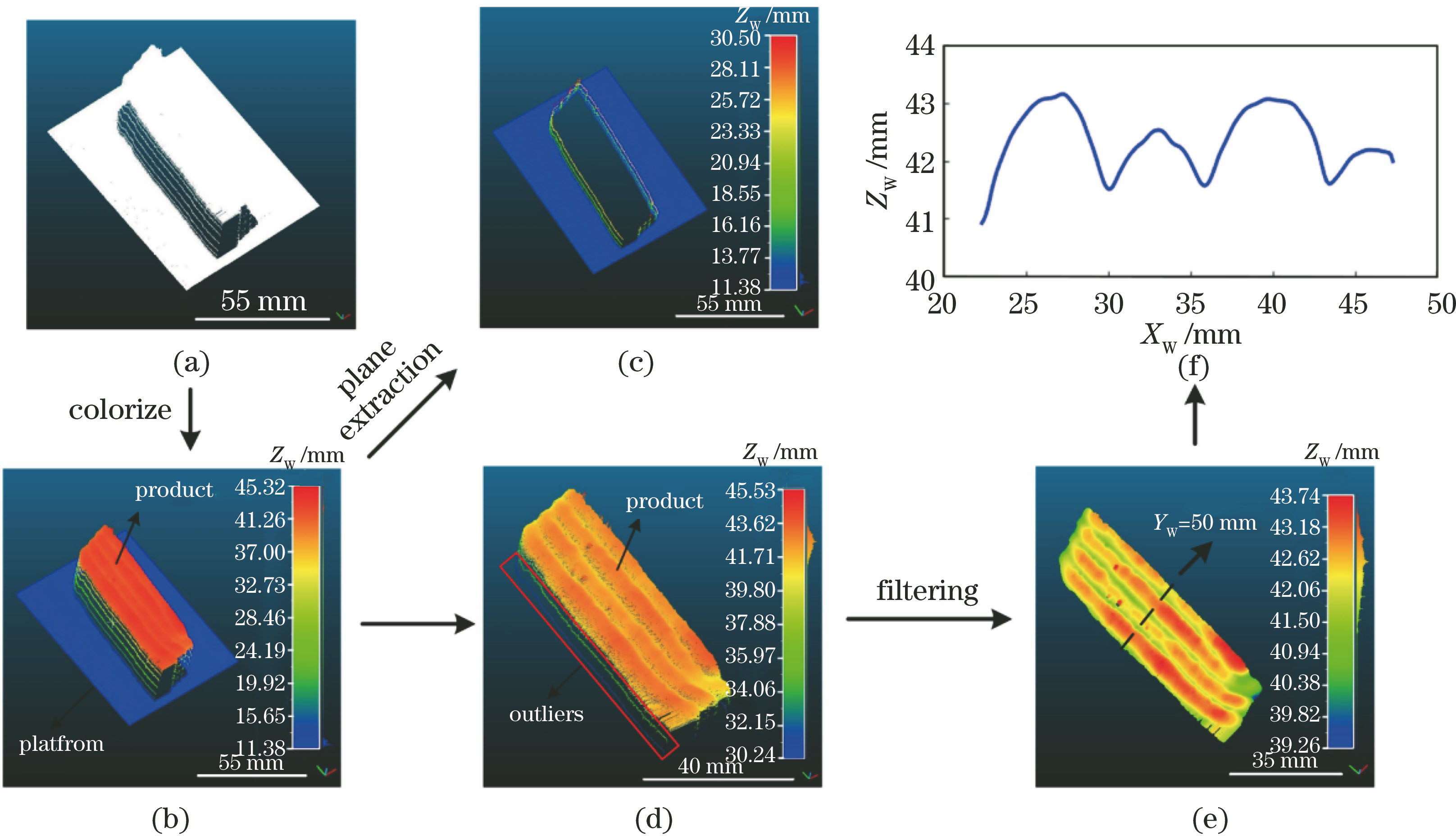
图 8. Zas=6 mm时焊缝侧表面三维数据处理流程图。(a)原始点云;(b)深度渲染;(c)点云分割平面;(d)未去噪堆积层侧表面;(e) KNN滤波;(f) Yw=50 mm处的横截面轮廓
Fig. 8. Flow chart of 3D data processing of weld side surface when Zas= 6 mm. (a) Original point data; (b) deep rendering; (c) point cloud segmentation plane; (d) side surface of deposition layer with noise; (e) KNN filtering; (f) cross-sectional profile when Yw=50 mm
下载图片 查看原文
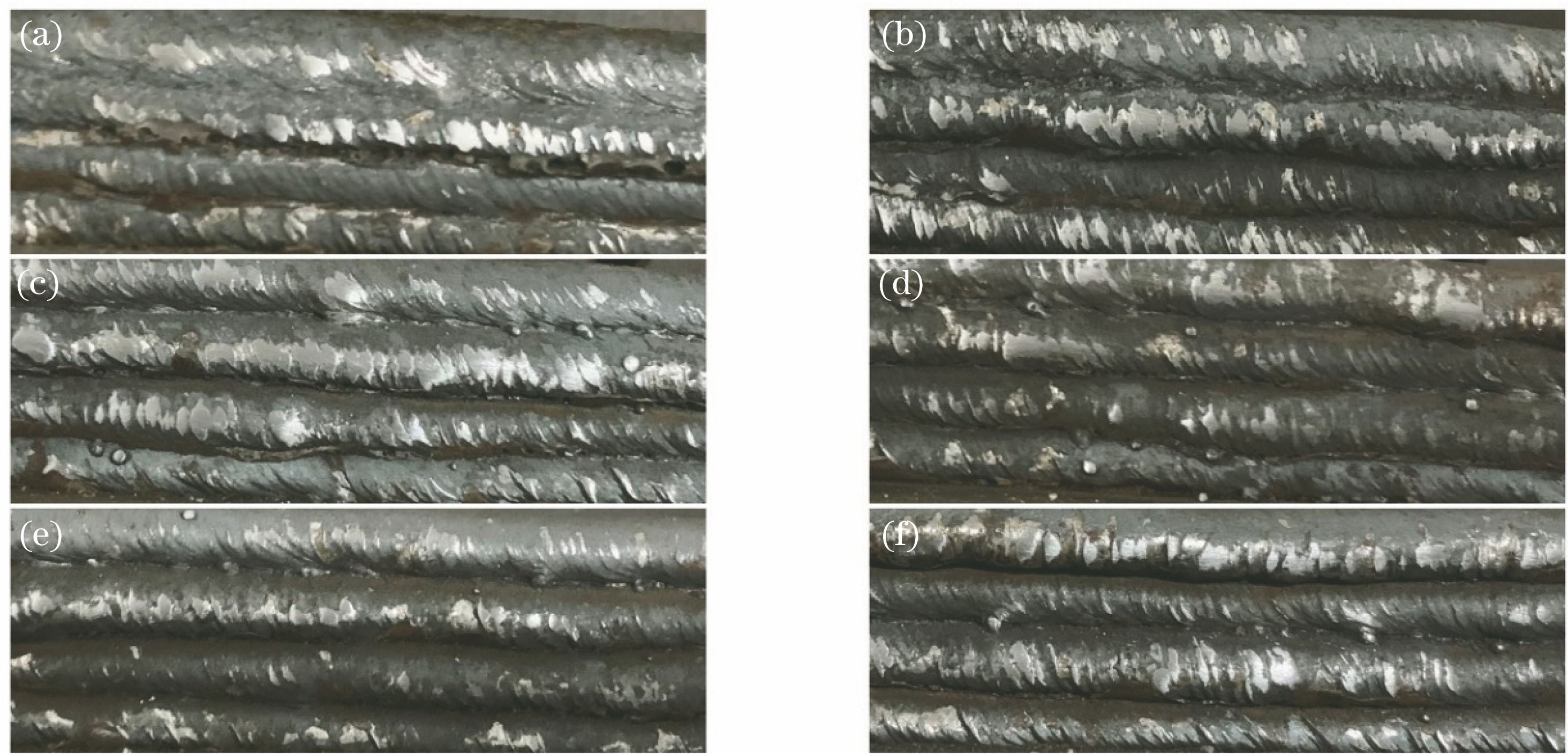
图 9. 不同焊接参数下堆积层侧表面实物图。 (a) Zas=3 mm;(b) Zas=4 mm;(c) Zas=5 mm;(d) Zas=6 mm;(e) Zas=7 mm;(f) Zas=8 mm
Fig. 9. Side surface physical maps of the deposition layers under different welding parameters. (a) Zas=3 mm; (b) Zas =4 mm; (c) Zas=5 mm; (d) Zas=6 mm; (e) Zas=7 mm; (f) Zas=8 mm
下载图片 查看原文
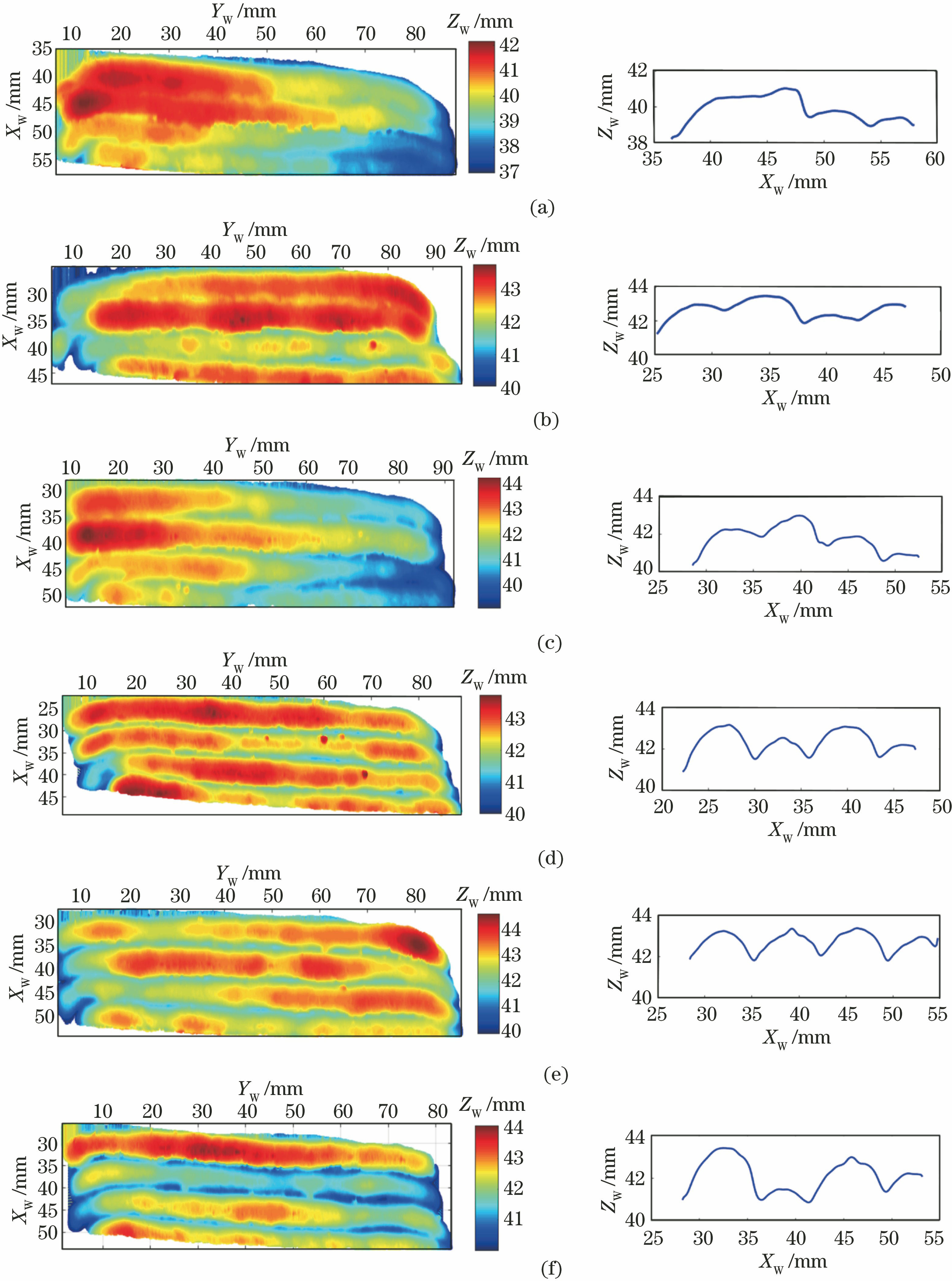
图 10. 不同焊接参数下堆积层侧表面深度图。(a) Zas=3 mm;(b) Zas=4 mm;(c) Zas=5 mm;(d) Zas=6 mm;(e) Zas=7 mm;(f) Zas=8 mm
Fig. 10. Side surface depth maps of deposition layers under different welding parameters. (a) Zas=3 mm;(b) Zas=4 mm; (c) Zas=5 mm; (d) Zas=6 mm; (e) Zas=7 mm; (f) Zas=8 mm
下载图片 查看原文
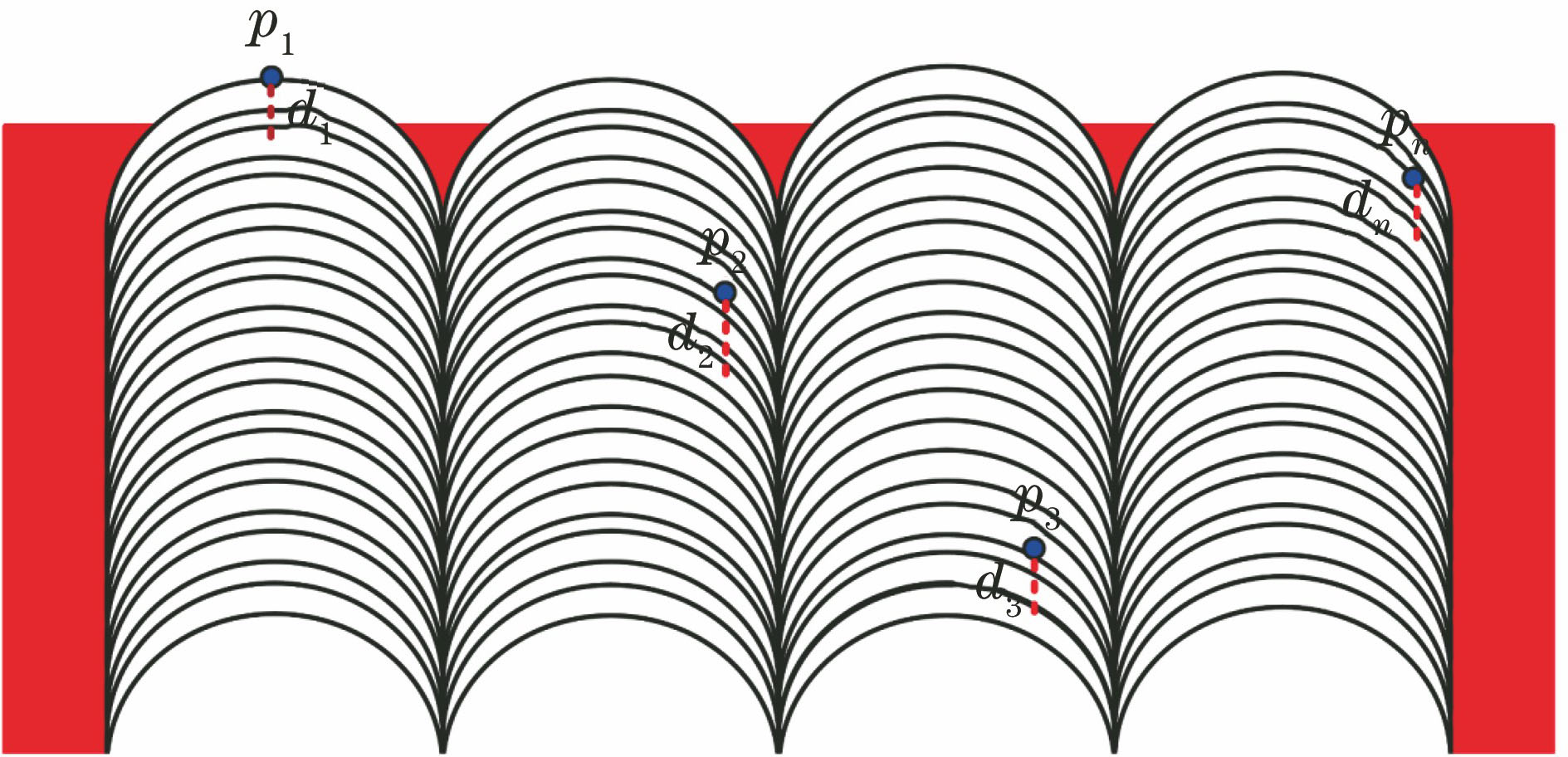
图 11. 堆积层侧表面粗糙度测量原理图
Fig. 11. Measurement schematic of side surface roughness of deposition layer
下载图片 查看原文
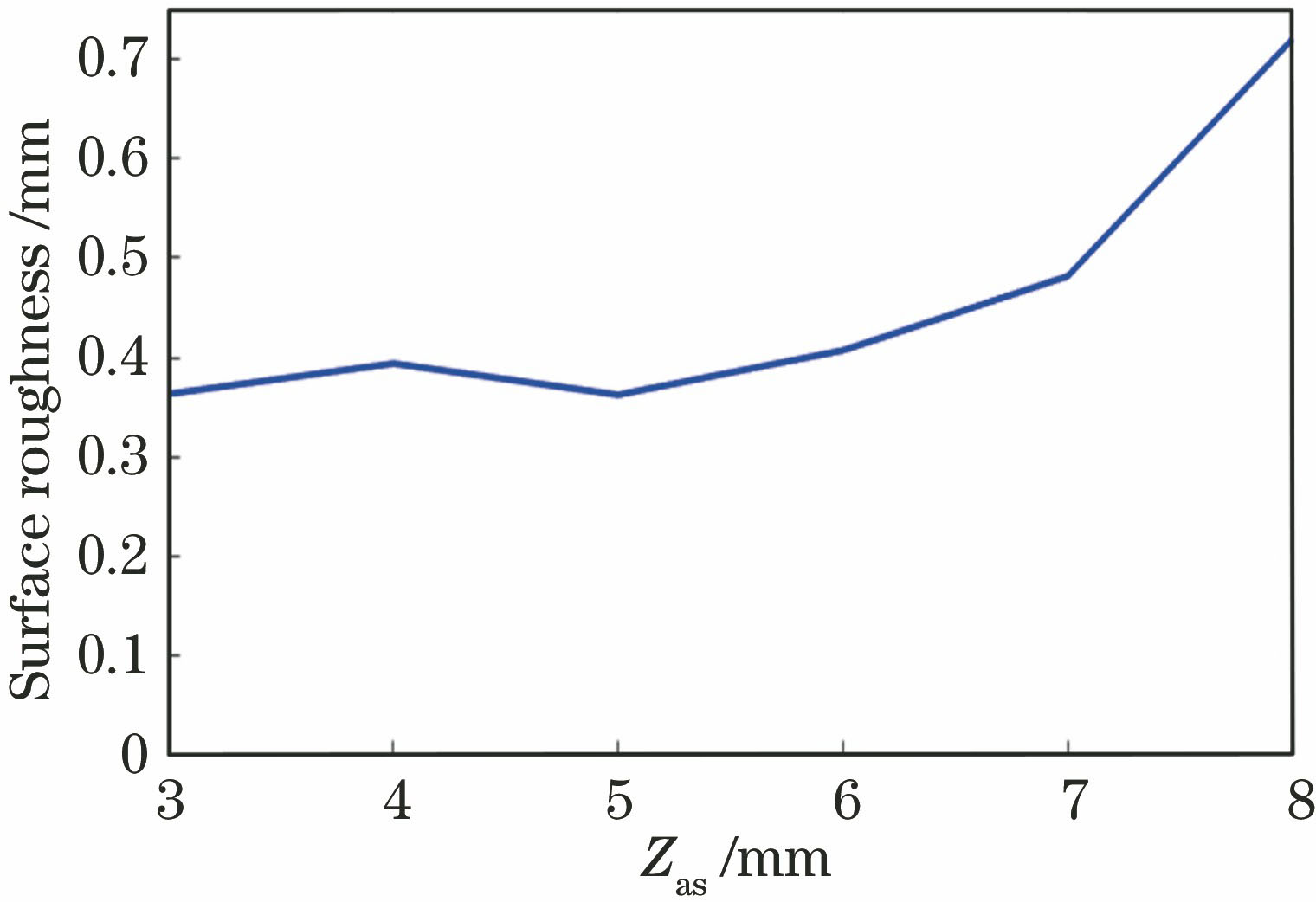
图 12. 堆积层侧表面粗糙度变化曲线
Fig. 12. Roughness curve of deposition layer side surface
下载图片 查看原文
表 1平板堆焊实验参数
Table1. Experimental parameters of flat welding
| Zas /mm | Current /A | Voltage /V | Travel speed /(mm·s-1) | Depositionlayer |
|---|
| 3 | 150 | 20 | 1.5 | 4 | | 4 | 150 | 20 | 1.5 | 4 | | 5 | 150 | 20 | 1.5 | 4 | | 6 | 150 | 20 | 1.5 | 4 | | 7 | 150 | 20 | 1.5 | 4 | | 8 | 150 | 20 | 1.5 | 4 |
|
查看原文
表 2锯齿靶标重复性测量结果
Table2. Repeated temperature measurement of sawtooth target
| Sequence number | 1 | 2 | 3 | 4 | 5 | Mean |
|---|
| Height of sawtooth (standard value of 5 mm) /mm | 4.79 | 4.57 | 5.17 | 5.04 | 4.68 | 4.85 | | Width of sawtooth target (standard value of 60 mm) /mm | 60.06 | 59.92 | 59.78 | 59.78 | 60.06 | 59.92 |
|
查看原文
表 3不同焊接条件下堆积层侧表面粗糙度
Table3. Surface roughness of the deposition layer under different welding conditions
| Zas /mm | Points size N | Fitting plane | Surface roughness /mm |
|---|
| 3 | 186337 | 0.081932x+0.0445412y+0.995642z-45.8944=0 | 0.364 | | 4 | 200810 | 0.0472117x-0.0109212y+0.998825z-43.6153=0 | 0.394 | | 5 | 182719 | 0.114032x+0.0397632y+0.992681z-47.0976=0 | 0.363 | | 6 | 211943 | -0.00289785x-0.0063972y+0.999975z-41.9484=0 | 0.407 | | 7 | 239103 | 0.0164343x-0.0279159y+0.999475z-42.3533=0 | 0.482 | | 8 | 236507 | -0.0617732x+0.0066661y+0.998068z-39.4754=0 | 0.720 |
|
查看原文
马波, 高向东, 黄怡洁, 张艳喜, 游德勇, 张南峰. 激光视觉传感系统的电弧增材制造侧表面成形分析[J]. 中国激光, 2019, 46(11): 1102005. Bo Ma, Xiangdong Gao, Yijie Huang, Yanxi Zhang, Deyong You, Nanfeng Zhang. Side-Surface-Form Analysis of Arc Additive Manufacturing Based on Laser Vision Sensing System[J]. Chinese Journal of Lasers, 2019, 46(11): 1102005.



 PDF全文
PDF全文

