中国激光, 2018, 45 (11): 1102001, 网络出版: 2018-11-15
5083铝合金真空激光焊缝成形的影响因素  下载: 1040次
下载: 1040次
Factors Influencing Weld Formation for Laser Welding of 5083 Aluminum Alloy in Vacuum
图 & 表
图 2. 不同压强下金属蒸气羽烟的高速摄影图像。(a) 101 kPa;(b) 80 kPa;(c) 50 kPa;(d) 20 kPa;(e) 5 kPa
Fig. 2. Images of plasma plume captured by high speed camera under different pressures. (a) 101 kPa; (b) 80 kPa; (c) 50 kPa; (d) 20 kPa; (e) 5 kPa

图 3. 不同压强下的羽烟平均灰度及羽烟面积像素比。(a)平均灰度;(b)面积像素比
Fig. 3. Average grayscales and area pixel ratios of plasma plume under different pressures. (a) Average grayscale; (b) area pixel ratio
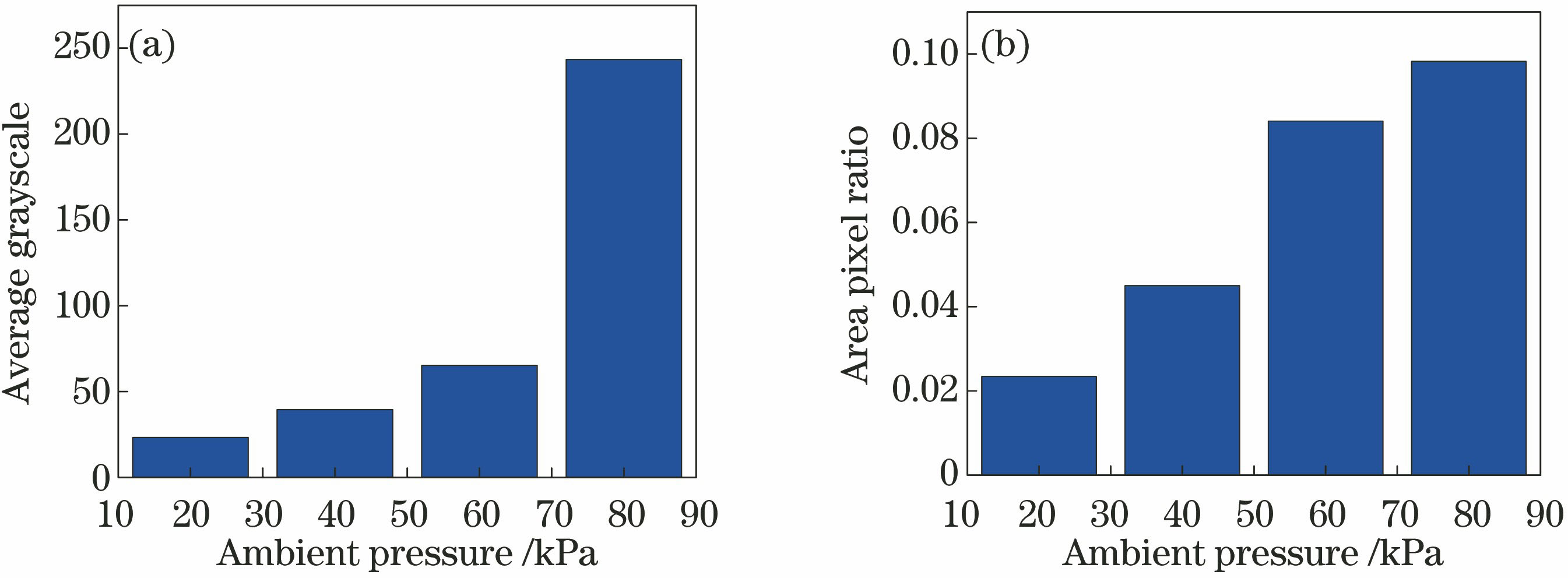
图 5. 各因素对熔深与深宽比的影响。(a)熔深;(b)深宽比
Fig. 5. Effects of each factor on penetration depth and depth-width ratio. (a) Penetration depth; (b) depth-width ratio
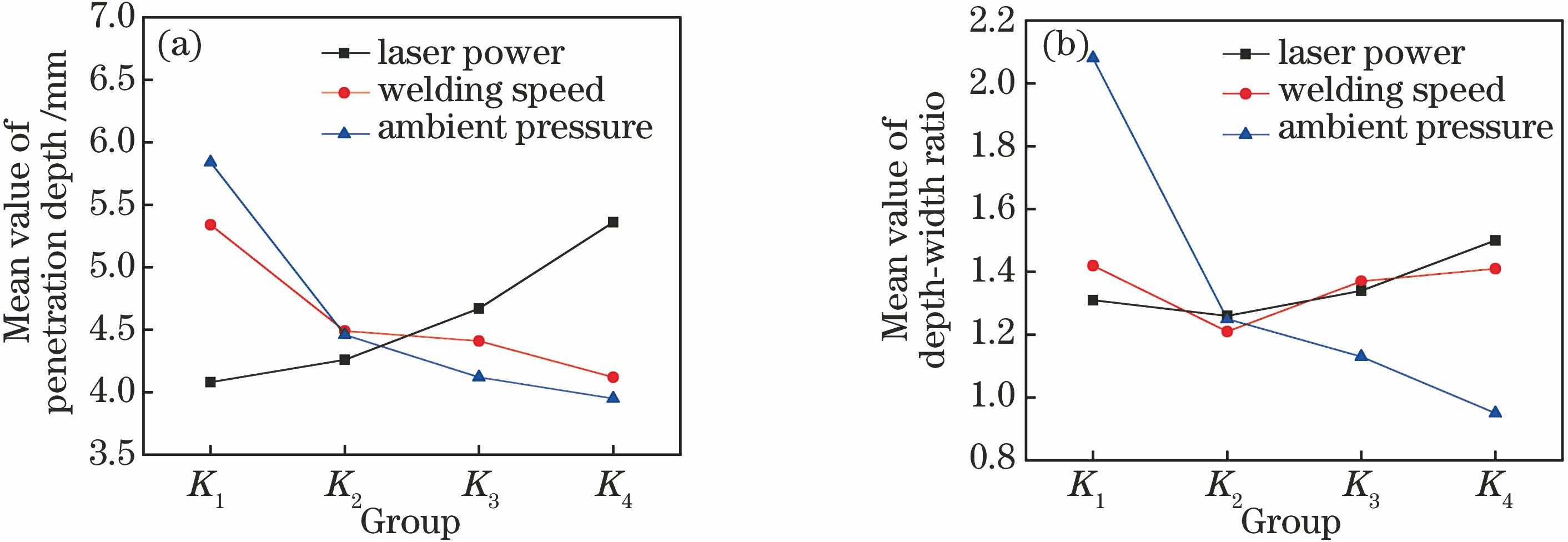
图 6. 不同激光功率下的焊缝横截面。(a) 6 kW;(b) 8 kW
Fig. 6. Cross-sections of welds under different laser powers. (a) 6 kW; (b) 8 kW
图 7. 不同焊速下的焊缝横截面。(a) 1.0 m·min-1;(b) 1.4 m·min-1
Fig. 7. Cross-sections of welds under different welding speeds. (a) 1.0 m·min-1; (b) 1.4 m·min-1
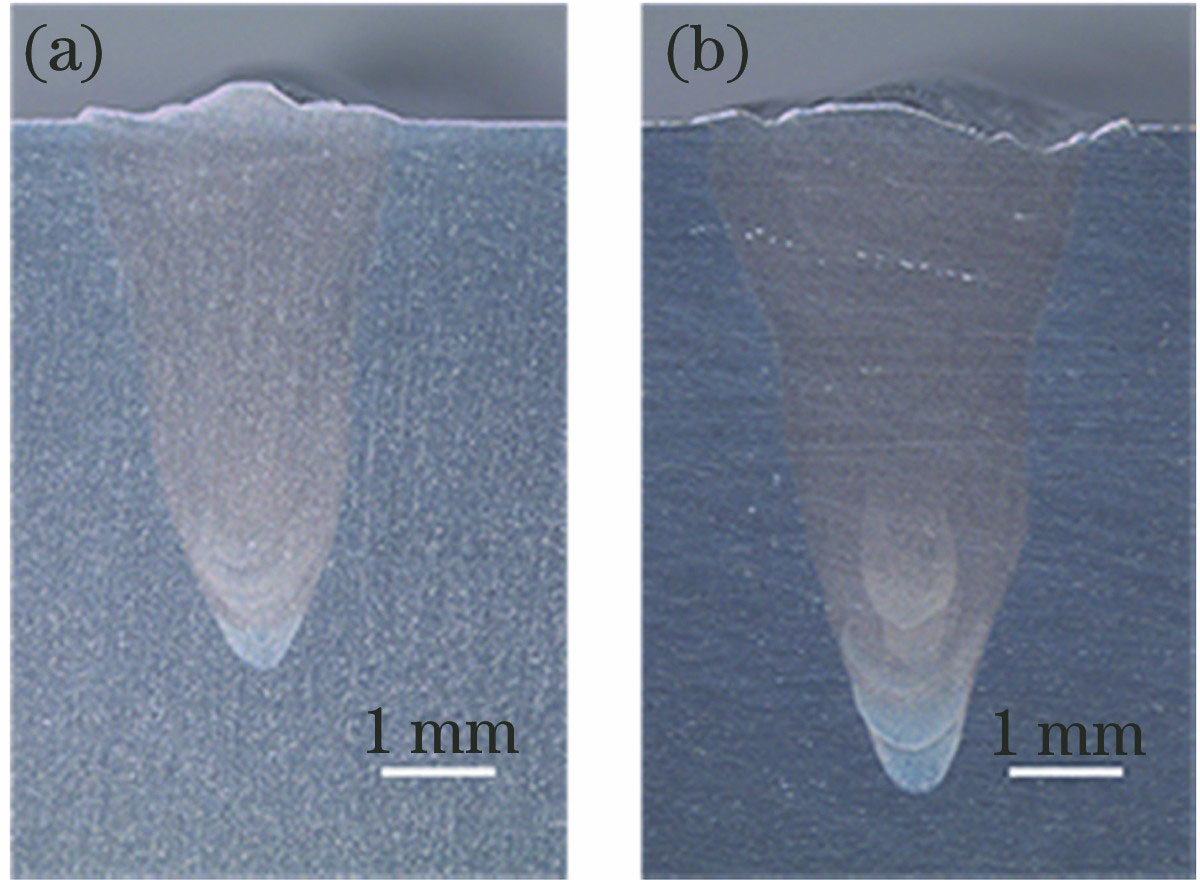
图 8. 不同压强下的气孔分布。(a) 101 kPa;(b) 15 kPa;(c) 5 kPa
Fig. 8. Pore distributions under different pressures. (a) 101 kPa; (b) 15 kPa; (c) 5 kPa
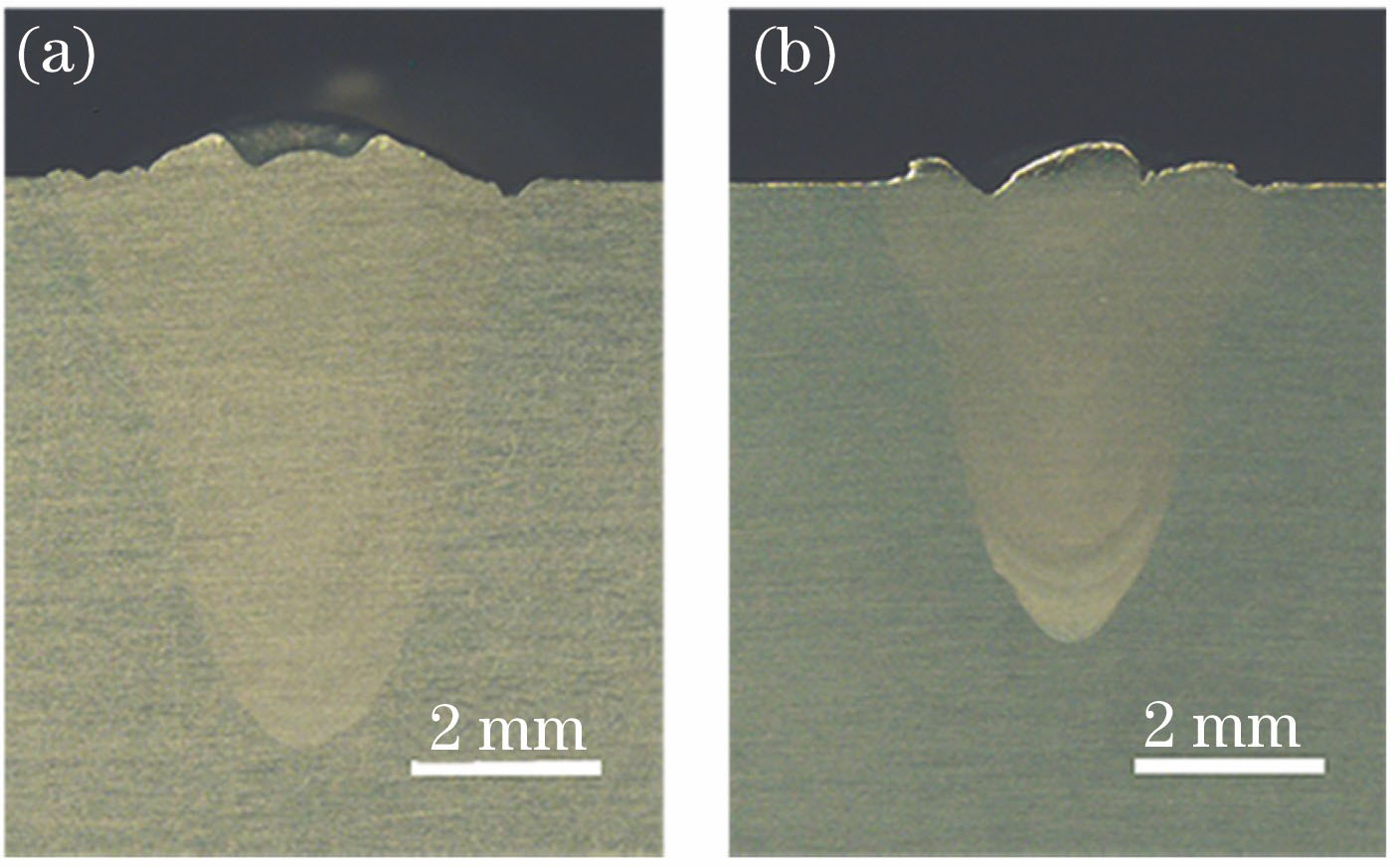
图 9. 中、下部气孔的微观特征。(a)气孔形貌;(b)气孔壁褶皱;(c)气孔内堆积物
Fig. 9. Microscopic features of pores in middle-bottom parts. (a) Pore morphology; (b) fold of pore wall; (c) deposits in pore
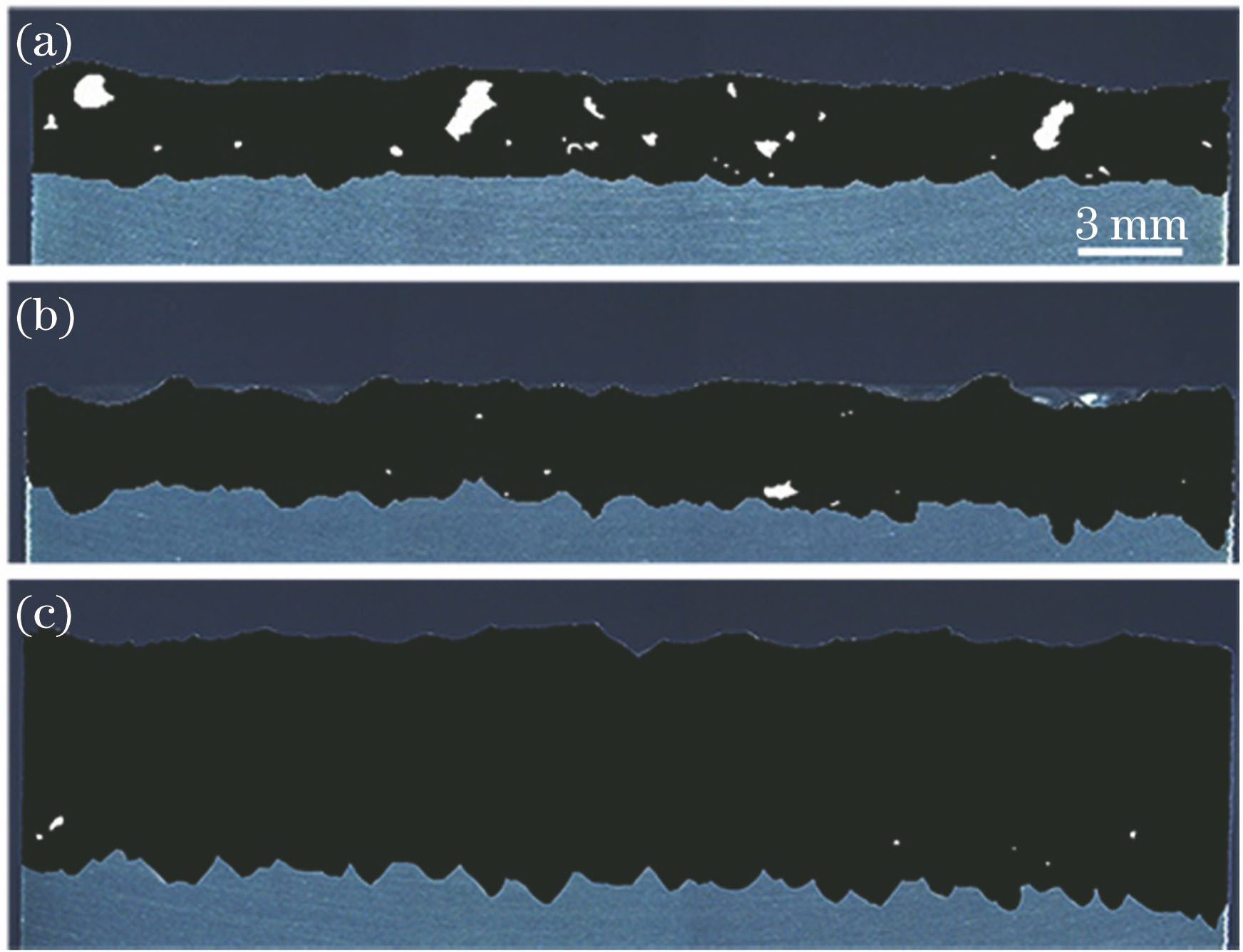
图 10. 熔池流动示意图。(a)常压;(b)真空
Fig. 10. Schematic of pool flow patterns. (a) Normal pressure; (b) vaccum
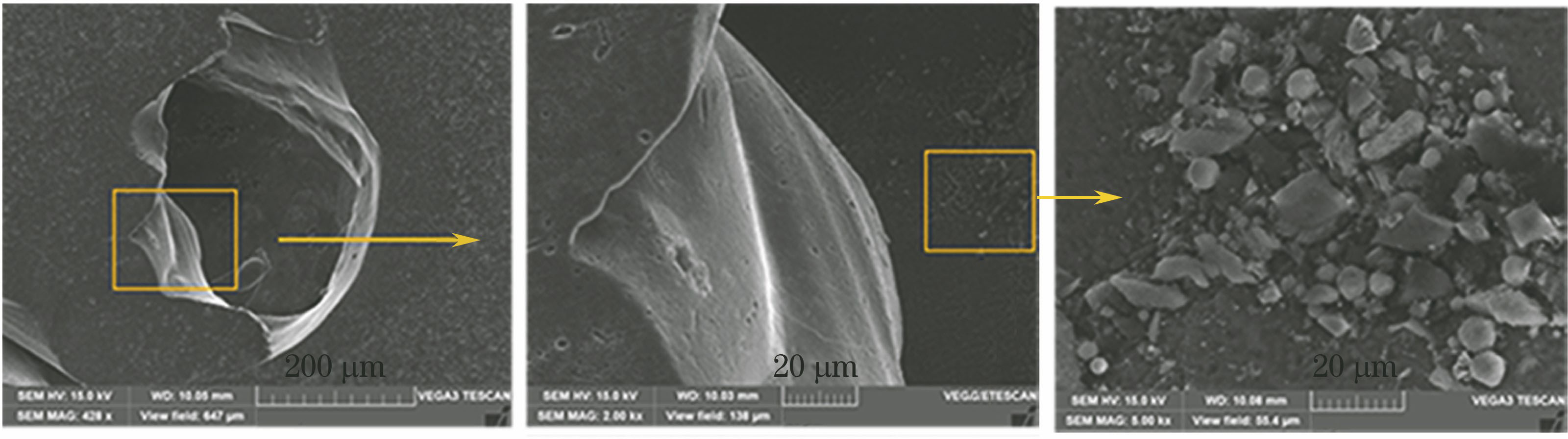
图 11. 不同激光功率下的气孔分布。(a) 6 kW;(b) 8 kW
Fig. 11. Pore distributions under different laser powers. (a) 6 kW; (b) 8 kW
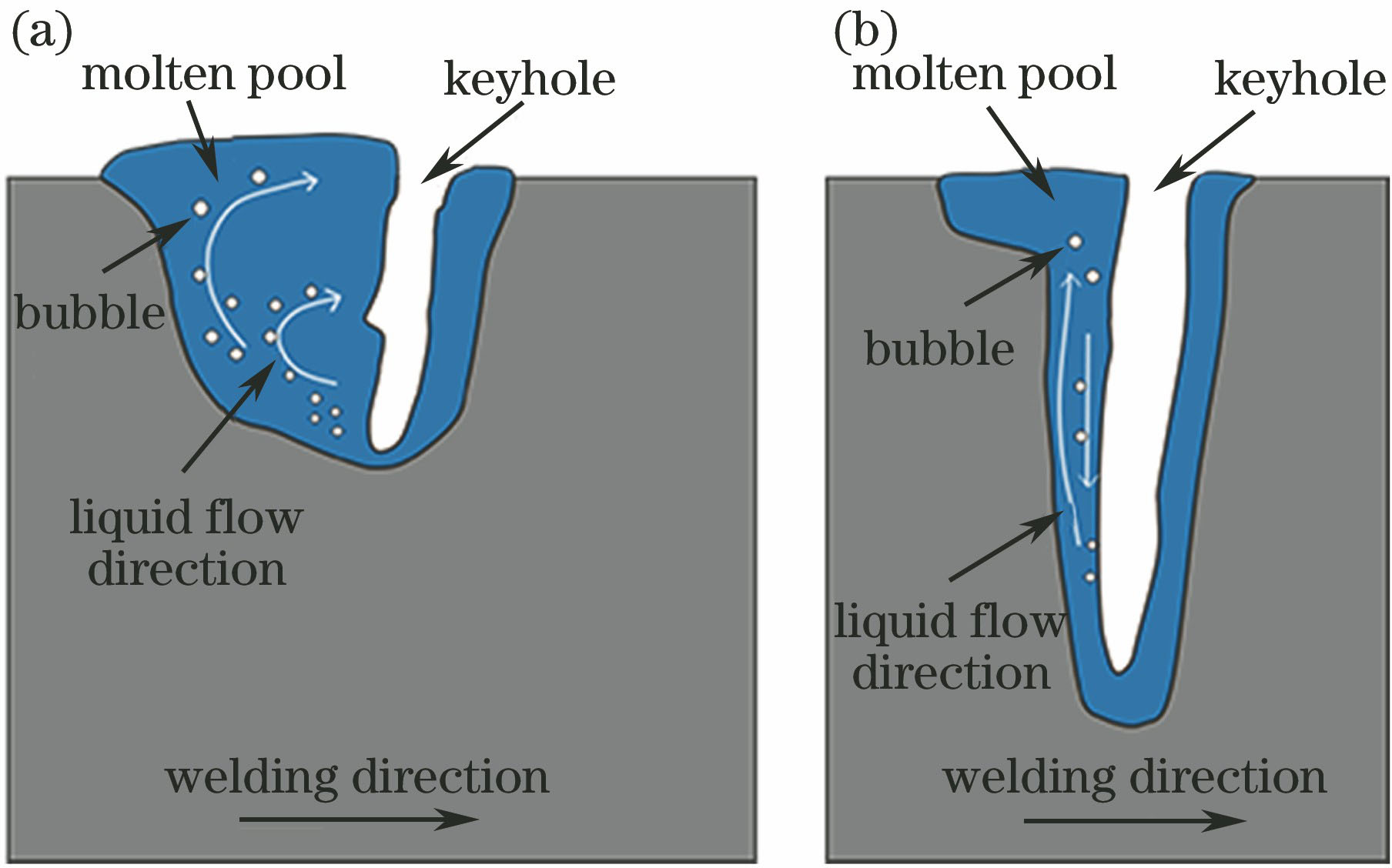
图 12. 不同焊速下的气孔分布。(a) 1.4 m·min-1;(b) 1.0 m·min-1
Fig. 12. Pore distributions under different welding speeds. (a) 1.4 m·min-1; (b) 1.0 m·min-1

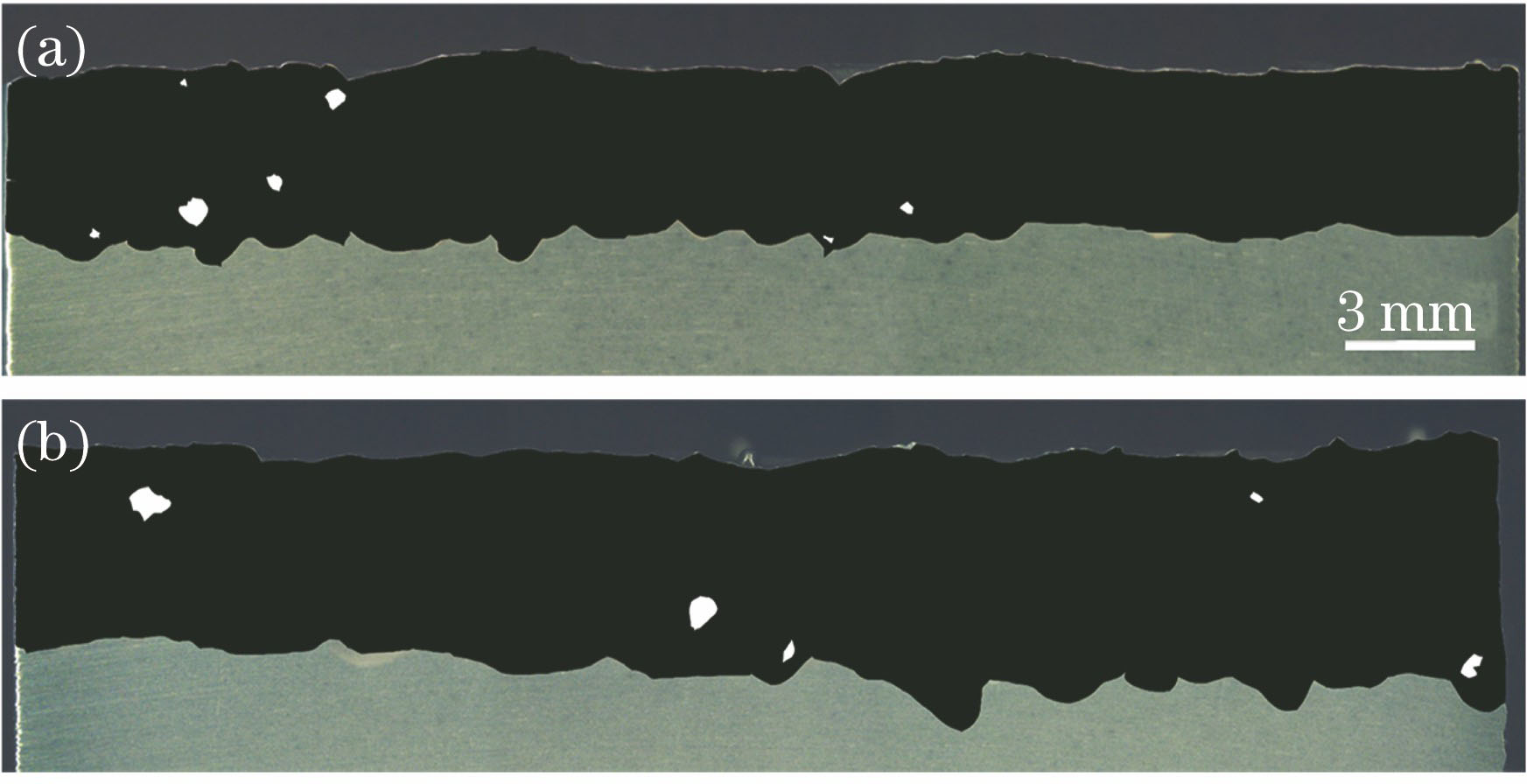
表 1正交试验表
Table1. Orthogonal tests
|
表 2正交试验结果
Table2. Results of orthogonal tests
|
王天鸽, 唐新华, 韩潇潇, 芦凤桂, 崔海超. 5083铝合金真空激光焊缝成形的影响因素[J]. 中国激光, 2018, 45(11): 1102001. Wang Tiange, Tang Xinhua, Han Xiaoxiao, Lu Fenggui, Cui Haichao. Factors Influencing Weld Formation for Laser Welding of 5083 Aluminum Alloy in Vacuum[J]. Chinese Journal of Lasers, 2018, 45(11): 1102001.



 PDF全文
PDF全文

