光学学报, 2018, 38 (8): 0815011, 网络出版: 2018-09-06
基于自动阈值的窄间隙端接焊缝识别技术  下载: 999次
下载: 999次
Recognition of Narrow-Gap Edge Welding Seam Based on Autonomous Threshold Value
图 & 表
图 2. 扫描光的光学三角法测量焊缝。 (a) V型坡口角接接头;(b)含错边的对接接头
Fig. 2. Seam measurement by optical triangulation with scanning light. (a) V-shaped groove butt joint; (b) butt joint with misalignment
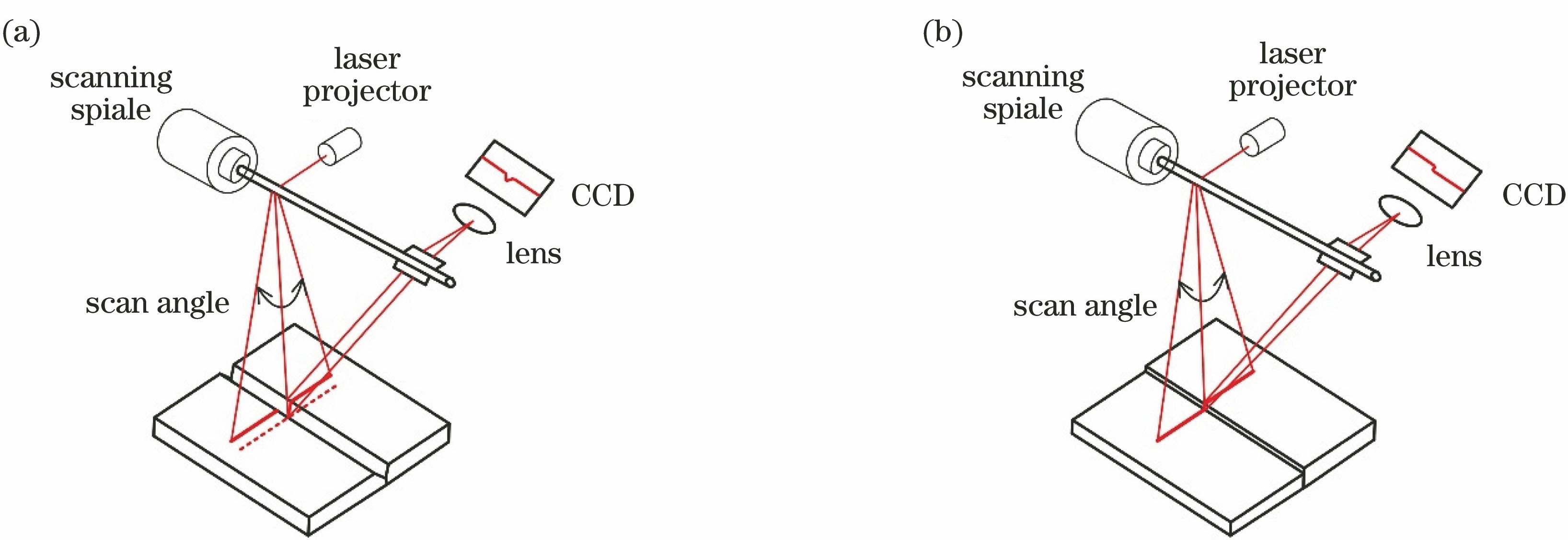
图 3. 不同焊缝下扫描光变形量的比较。(a) V型坡口;(b)含有错边;(c)缝隙宽度小于0.5 mm且没有错边偏差
Fig. 3. Comparison of deformation amount under different weld joints. (a) V-shaped groove; (b) with misalignment; (c) small gap less than 0.5 mm and without misalignment
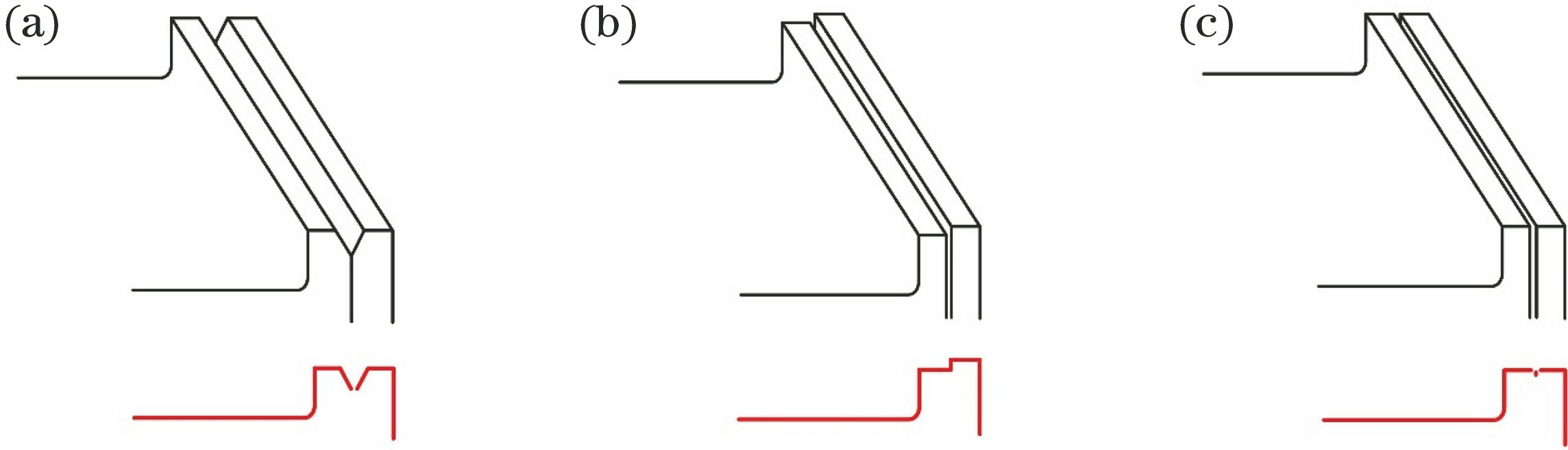
图 4. 原始焊缝扫描图像及局部放大图
Fig. 4. Original weld seam image captured by vision sensor and its local large map
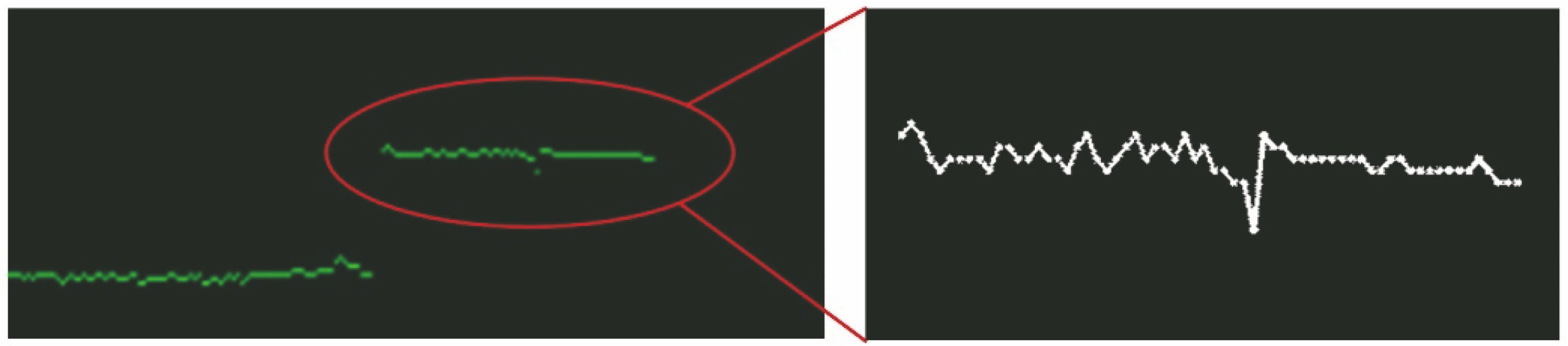
图 5. 不同中值滤波法处理效果比较。(a)~(c)传统中值滤波法处理效果;(d)~(f)为改进中值滤波法处理效果
Fig. 5. Comparison of results using different median filterings. (a)-(c) Results of traditional median filtering; (d)-(f) results of improved median filtering

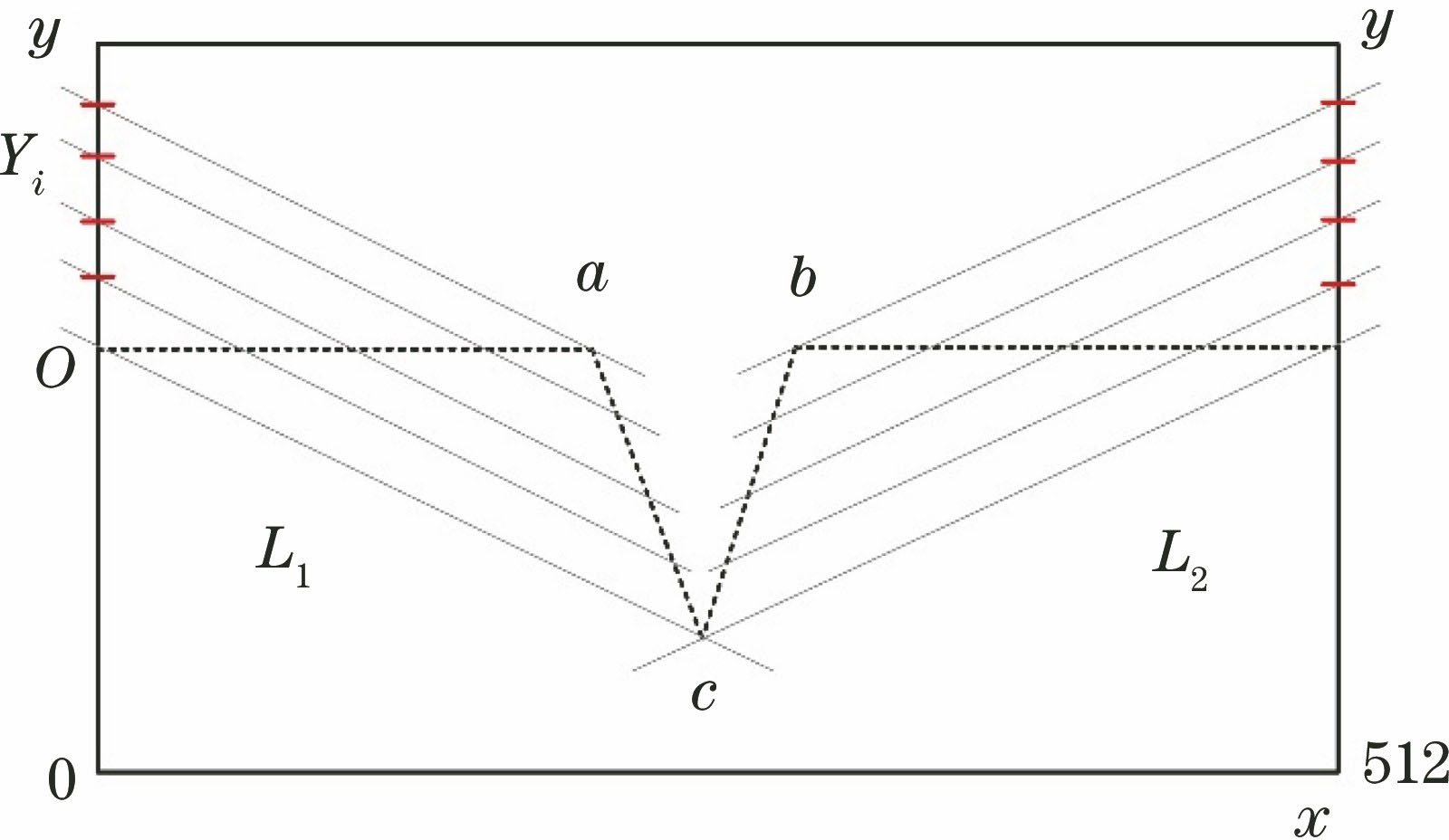
图 7. 基于阈值的“细节放大”方法原理图
Fig. 7. Principle diagram of magnifying details method based on threshold
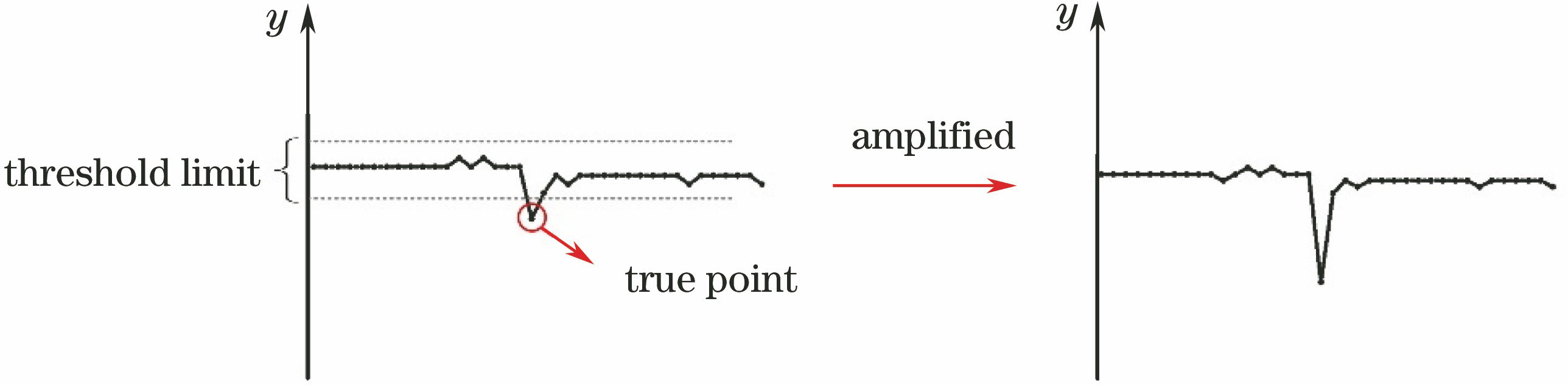
图 8. (a)未经过“细节放大”算法和(b)经过“细节放大”算法计算截距变化曲线
Fig. 8. Curves of intercept (a) without magnifying details and (b) with magnifying details
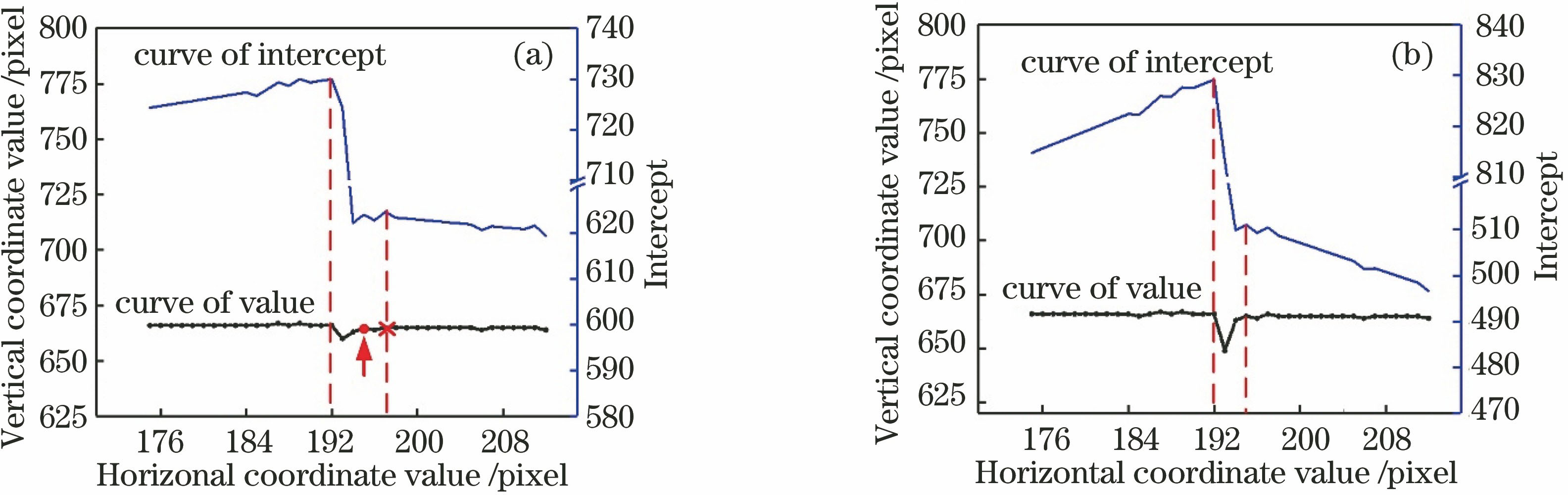
图 9. (a)未经过“细节放大”算法和(b)经过“细节放大”算法窄间隙特征点提取结果
Fig. 9. Extracted results of narrow-gap feature points (a) without magnifying details and (b) with magnifying details
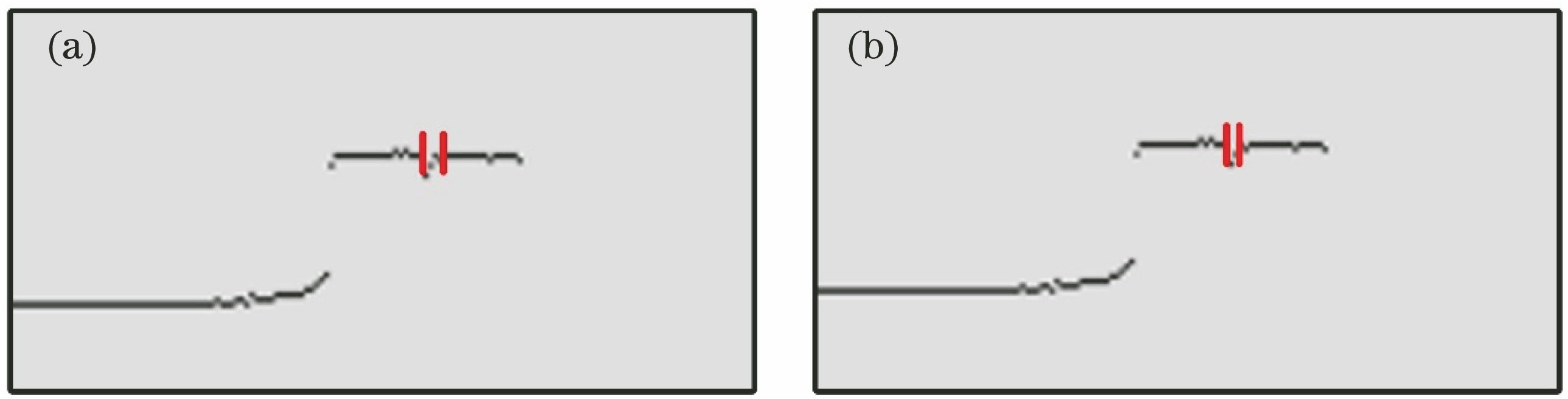
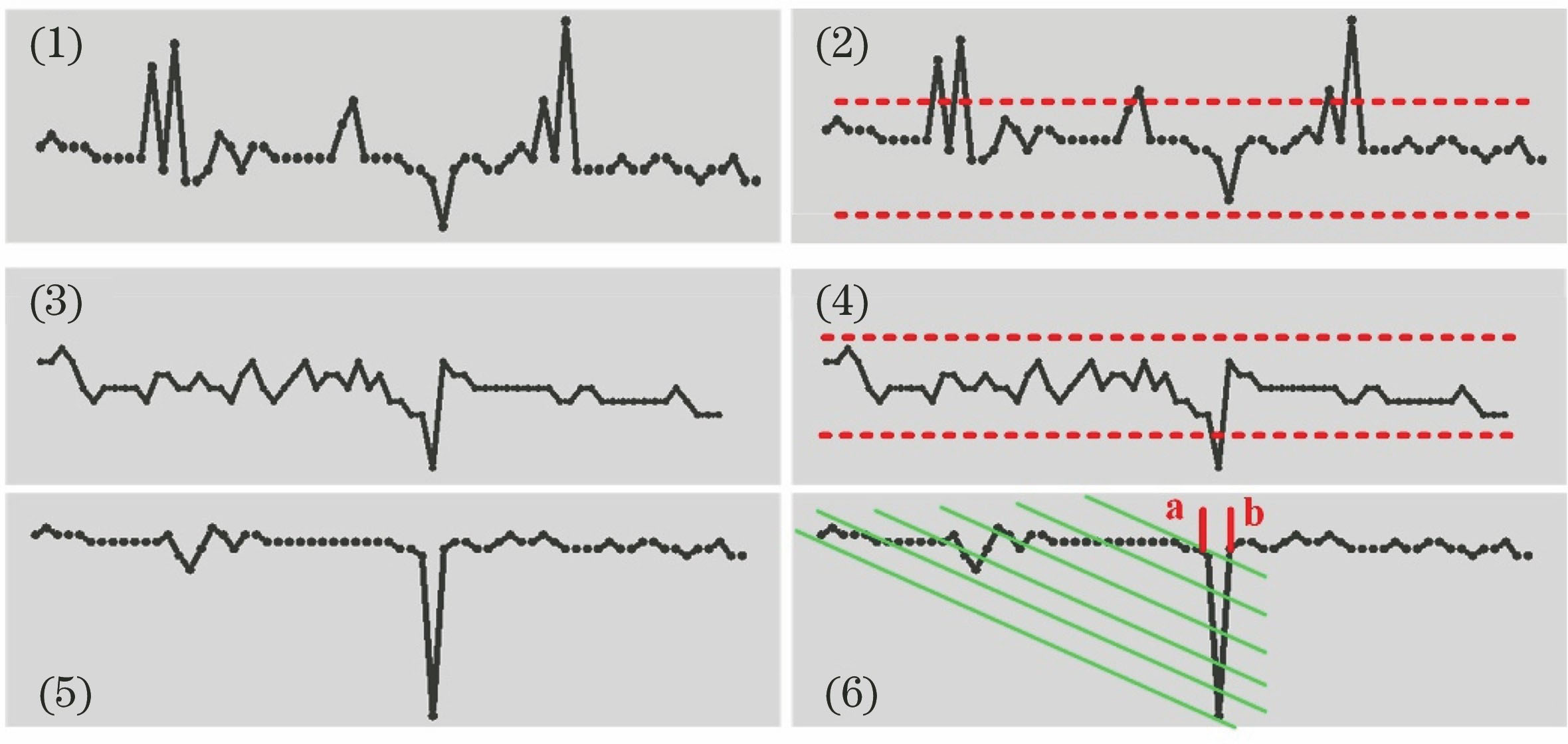
图 11. 不同板厚条件下的实验结果及误差曲线。 (a)板厚为2 mm;(b)板厚为3 mm
Fig. 11. Experimental results and error curves under different thickness conditions. (a) Thickness is 2 mm; (b) thickness is 3 mm
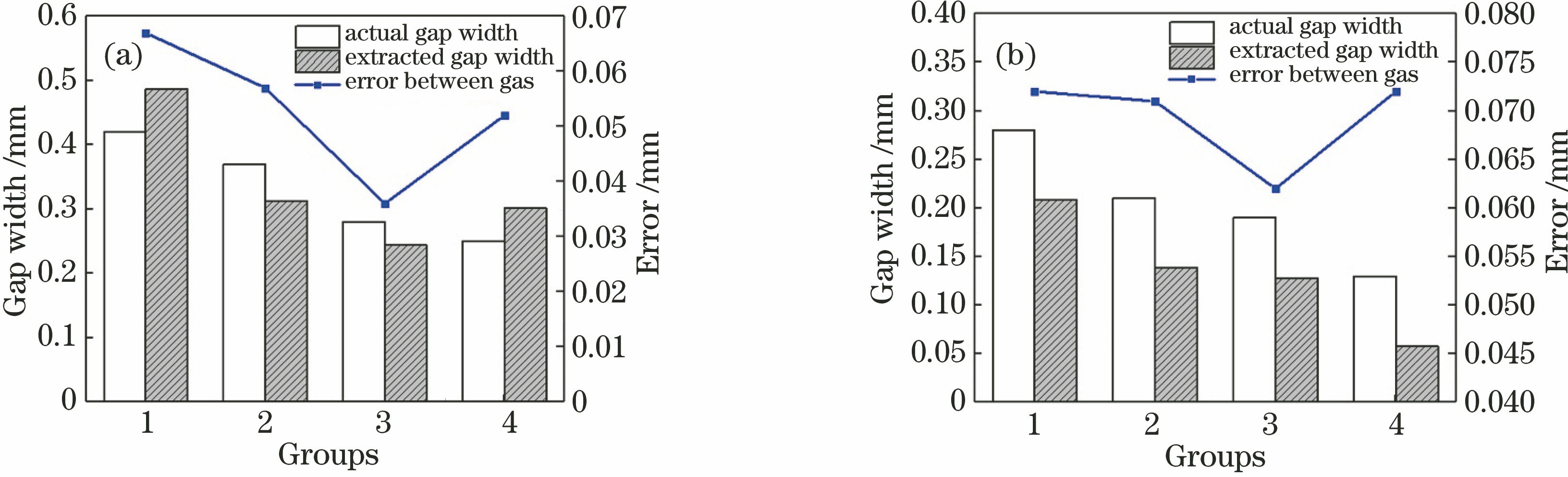
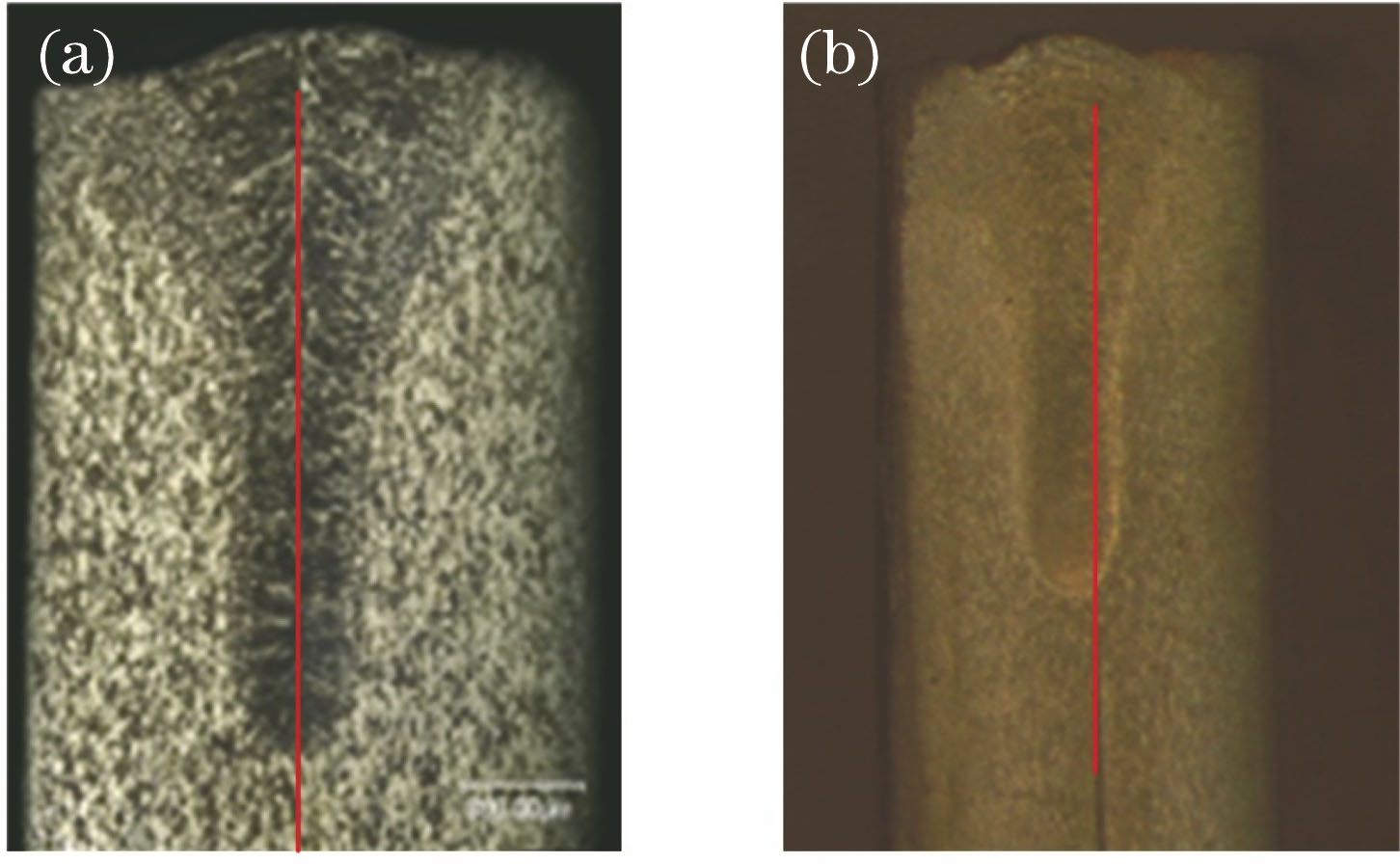
表 1焊接过程参数
Table1. Configuration of weldment
|
雷正龙, 沈健雄, 黎炳蔚, 周恒, 陈彦宾. 基于自动阈值的窄间隙端接焊缝识别技术[J]. 光学学报, 2018, 38(8): 0815011. Zhenglong Lei, Jianxiong Shen, Bingwei Li, Heng Zhou, Yanbing Chen. Recognition of Narrow-Gap Edge Welding Seam Based on Autonomous Threshold Value[J]. Acta Optica Sinica, 2018, 38(8): 0815011.



 PDF全文
PDF全文

