调焦是高能激光系统中发射聚焦装置的关键一环。调焦机构对系统的瞄准和打击精度有着重要作用。为了解调焦机构的研究现状和发展趋势,首先对国外各类研究成熟的调焦机构进行了介绍,并分析了其调焦控制的原理以及针对各类技术问题所提出的解决方案。对于国内研究情况,则着重介绍了凸轮、丝杠、蜗轮蜗杆和直接驱动四种形式的调焦机构。然后分析了其控制调焦的基本原理,并介绍了应用于不同系统的调焦机构的设计特点。通过分析各类型调焦机构的设计及控制,总结和对比了它们的优点与不足,提出了适用于高能激光系统的调焦机构设计思路及研究方向,为高能激光系统调焦机构研究打下了技术基础。
调焦机构 凸轮结构 丝杠结构 蜗轮蜗杆 直线电机 focusing mechanism cam structure screw structure worm gear linear motor0
1 厦门大学航空航天学院,福建 厦门 361005
2 厦门大学深圳研究院,广东 深圳 518057
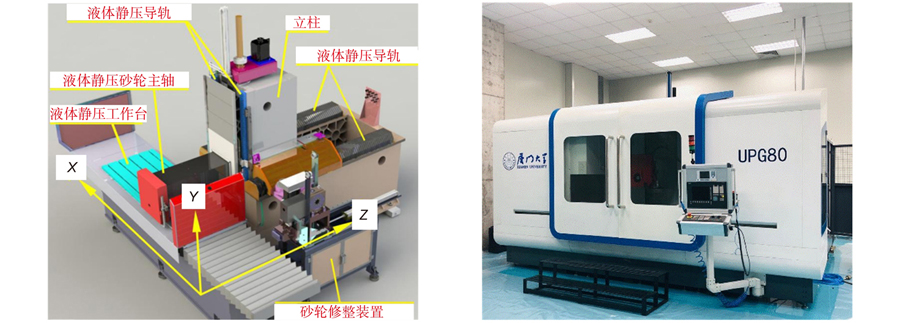
Overview: Driven by the rapid development of national optical projects such as laser nuclear fusion and aerospace telescopes, as well as high-end civilian fields such as advanced instruments and optical lenses, the requirements for full-frequency domain processing errors and surfaces of optical components are becoming more and more stringent. At this stage, the optical components generally need to go through rough grinding, fine grinding, polishing and coating, and other processes, and their surface quality mainly depends on the defect removal ability and error control level of the polishing process. Whether the fine grinding process can obtain better surface shape accuracy and low surface/subsurface damage suppression determines the processing efficiency, and the ultra-precision processing manufacturing equipment is the premise of the realization of ultra-precision machining of the optical components. So far, all countries in the world have invested in the research and development of optical ultra-precision grinding and polishing technology, and have developed more relatively mature high-precision grinding and polishing equipment, which can better meet the processing needs of most of the current optical components. For the core equipment and key technologies required for ultra-precision manufacturing, China has long relied on imports. In order to break through the bottleneck restricting the development of ultra-precision technology in China at this stage, under the traction and drive of the national large-scale engineering project, China has made remarkable progress in optical ultra-precision manufacturing equipment and technology. However, for the optical ultra-precision technology and equipment, there is still a certain gap between China and the international advanced level, and it is necessary to continue to strengthen the research. In addition to the high-end grinding and polishing equipment necessary for the ultra-precision machining of optical components, it is also necessary to strengthen the technical level of a series of key supporting units, such as ultra-precision grinding and polishing processing technology, high-end key functional components, intelligent monitoring technology of processing environment, efficient ultra-precision machining tools, processing and inspection path planning and compensation processing strategies, computer-aided manufacturing and testing software, etc. The research, development, and application of these technologies are related to the development of high-end manufacturing in the civilian fields and national defense fields, and are also the focus of the country. This paper mainly focuses on the ultra-precision machining of large-diameter optical aspherical components. Starting from the grinding and polishing process route, this paper introduces the long-term research progress of the Precision Engineering Laboratory of Xiamen University in the field of large-diameter optical aspherical component processing, and introduces in detail the technical and system achievements such as ultra-precision grinding and polishing equipment, robot-assisted grinding and polishing, equipment intelligent monitoring system, processing technology and control software.
超精密加工 磨抛装备 加工工艺 CAM软件 ultra-precision machining grinding and polishing equipment processing technology CAM software
国防科技大学电子科学学院, 湖南长沙 410073
为实现对城市用频设备的精确管控, 针对特定辐射源开集识别问题, 构建了一套基于深度学习的辐射源个体开集识别处理流程, 核心在于指纹特征有效区间筛选与基于深度自编码器的开集识别模型。一方面, 通过使用 Grad-CAM实现对深度网络激活可视化, 筛选出信号对网络激活贡献较高的部分, 在不损失过多指纹信息的情况下进行信号区间筛选; 另一方面, 建立基于半监督对抗自编码器的辐射源个体开集识别模型, 实现对电磁环境中出现的未知辐射源个体的有效识别。实验表明此开集识别模型能够在不损失闭集识别率的条件下实现高精确度的开集识别。
辐射源识别 开集识别 深度学习 自编码器 Grad-CAM算法 specific emitter identification open set recognition deep learning deep selfencoder Grad-CAM 太赫兹科学与电子信息学报
2022, 20(12): 1285
具备连续变焦功能是目前先进红外热像仪的重要特征之一,而变焦凸轮是驱动连续变焦光学系统中各镜组运动的关键部件。为了设计出良好性能的变焦凸轮结构,本文首先应用动态光学理论推导出变焦光学系统的像移补偿组公式得到像移补偿组的轨迹曲线,然后利用序列二次规划法(sequential quadratic programming, SQP)优化算法来减小动态光学曲线的压力角,结合光机设计理论运用 Creo进行凸轮曲线生成及凸轮槽切除从而获得变焦凸轮结构。再基于有限元分析理论对凸轮结构进行分析,最终通过变焦系统运动及成像结果确认本文方法可行。
连续变焦 变焦凸轮 像移补偿 光机设计 有限元分析 continuous zoom zoom cam, image motion compensation, opto-mechanic
1 上海交通大学 电子信息与电气工程学院,上海200240
2 上海交通大学 医疗机器人研究院,上海0040
针对现有人工肛门括约肌夹持机构存在生物相容性低、响应时间长的缺点,本文基于排便机制及力学特点,设计了一种新型封闭连杆式人工肛门括约肌(Novel Closed-link Artificial Anal Sphincter,NCAAS)的夹持机构。NCAAS夹持机构由基于沟槽凸轮摆杆的传动机构的三组交错叠放的夹持臂组成。为研究生物相容性与响应时间,本文根据虚功原理推导夹持臂的夹持力方程,并通过有限元分析夹持臂与肠道的力学特性。仿真所得机构控便时最大夹持力为1.6 N,肛肠角为62.2°~95.2°,满足人体日常控便需求。所制得NCAAS原型机质量55.19 g、高度42.7 mm、机构总长度不大于68.2 mm,平均响应时长为7.25 s。本文还通过猪大肠离体实验验证了NCAAS夹持肠道的生物相容性,最终控便量达700 g、肛肠角小于90°。NCAAS小型轻巧,生物相容性良好,响应时间较传统人工肛门括约肌大幅度缩短。
人工肛门括约肌 虚功原理 有限元分析 夹持机构 凸轮传动 离体实验 artificial anal sphincter virtual work principle finite element analysis clamping mechanism cam drive in vitro experiment 光学 精密工程
2021, 29(11): 2640
连续变焦镜头凸轮曲线压力升角优化设计是镜头性能的重要影响因素。结合镜头中凸轮驱动结构形式及力学理论,分析了凸轮曲线的压力升角对系统传动力矩的影响; 结合机械加工误差以及压力升角模型,提出凸轮曲线优化约束条件及优化原则; 同时借助Gauss函数的平滑特性,实现凸轮曲线沿垂直于光轴方向非均匀展宽的优化方法,抑制凸轮曲线的最大升角。结合Gauss函数寻优处理对某光学设计获得的变焦凸轮曲线进行优化,在约束条件限制下保证曲线平滑性,凸轮曲线压力升角的范围由0°~39.01°优化到15°~31.16°,最大升角降低了20.12%。结果表明,该方法能够有效地应用于凸轮变焦系统设计以提高系统的性能。
光学变焦系统 连续变焦镜头 凸轮曲线 Gauss函数 optic zoom system continuous zoom lens cam curve Gauss function
1 福建师范大学光电与信息工程学院福建省光子技术重点实验室, 福建 福州 350007
2 福建师范大学光电与信息工程学院医学光电科学与技术教育部重点实验室, 福建 福州 350007
为满足机器视觉系统对可变倍双远心系统的需求,设计了一款可实现连续变倍的双远心镜头。该系统的放大倍率为-0.50×至-0.20×,物方视场可观测的直径范围为22~55 mm,可满足低畸变(各倍率段均小于 0.1%)、高分辨率(77.5 lp/mm处均大于 0.30)、高远心度(各倍率段均小于 0.1°)等设计要求,在使用过程中同时具有对物面、像面位移不敏感和可连续变倍检测的优点。重点介绍两种求解变倍凸轮曲线的方法,并进行相互验证,验证结果表明了凸轮曲线数据的准确性,这对变倍系统的后期生产加工具有重要作用。
光学设计 机器视觉 变倍双远心系统 凸轮曲线 激光与光电子学进展
2020, 57(5): 052201
中国科学院西安光学精密机械研究所, 西安 710119
以某三十倍连续变焦镜头为例,研究了改变曲线压力角的方法。以压力角为目标函数,将凸轮曲线转角构造为分段函数对转角重新划分,压力角过大位置分配较大转角,压缩压力角较小处的转角,从而降低曲线整体压力角,并可有效抑制曲线中较大拐点.利用Matlab进行仿真计算,对比多种转角分配取值的优化结果,得到相对优化的凸轮曲线.优化结果使得曲线最大压力角值由原始的76.9°降低为41.9°.经试验验证,利用该方法优化完的变焦镜头成像质量良好,光轴跳动不大于3个像素,光轴稳定性不大于1个像素.
大变倍比 连续变焦系统 凸轮曲线 优化设计 压力角 Large zoom ratio Continuous zoom system Cam curve Optimal design Pressure angle 光子学报
2019, 48(12): 1222002









