大层厚316L选区激光熔化工艺优化及性能研究  下载: 1414次
下载: 1414次
Process Optimization and Performance Investigation in Selective Laser Melting of Large Layer-Thickness 316L Powder
北京工商大学材料与机械工程学院, 北京 100048
图 & 表
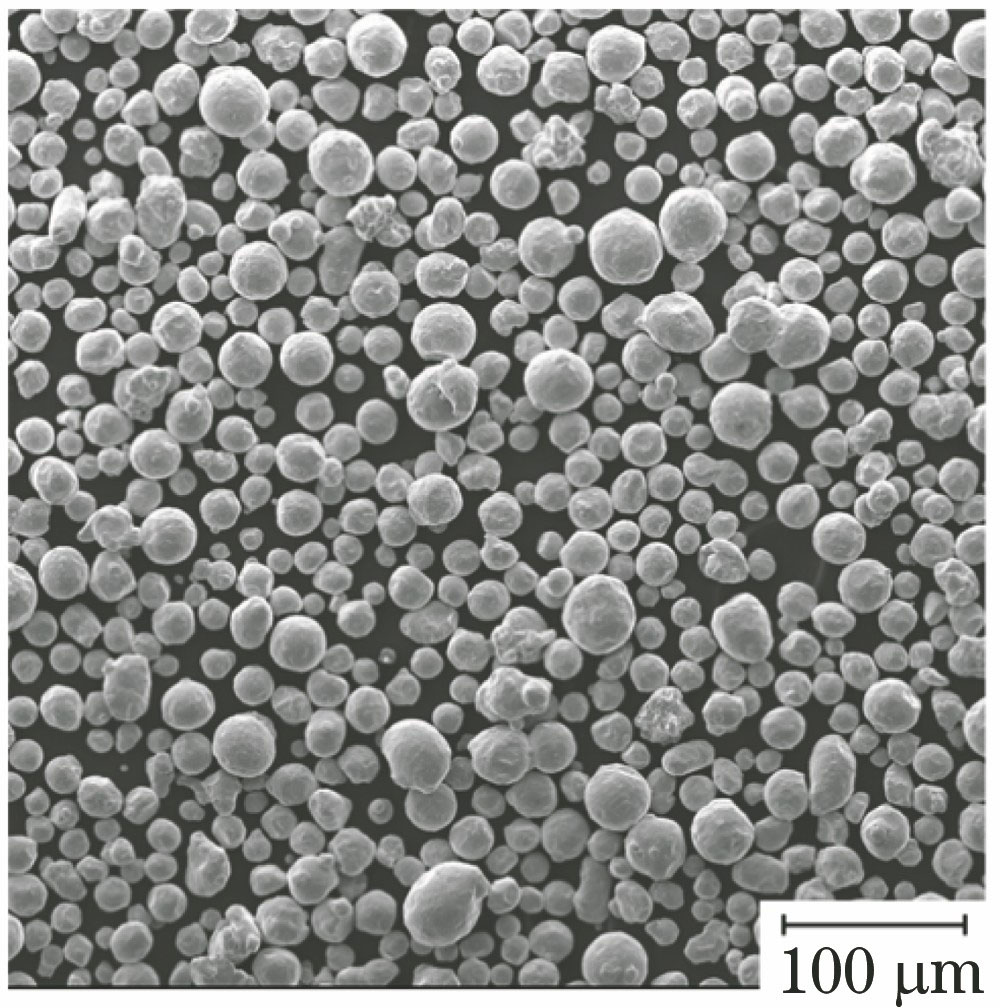
图 1. 316L粉末的形貌
Fig. 1. Morphology of 316L powder
下载图片 查看原文
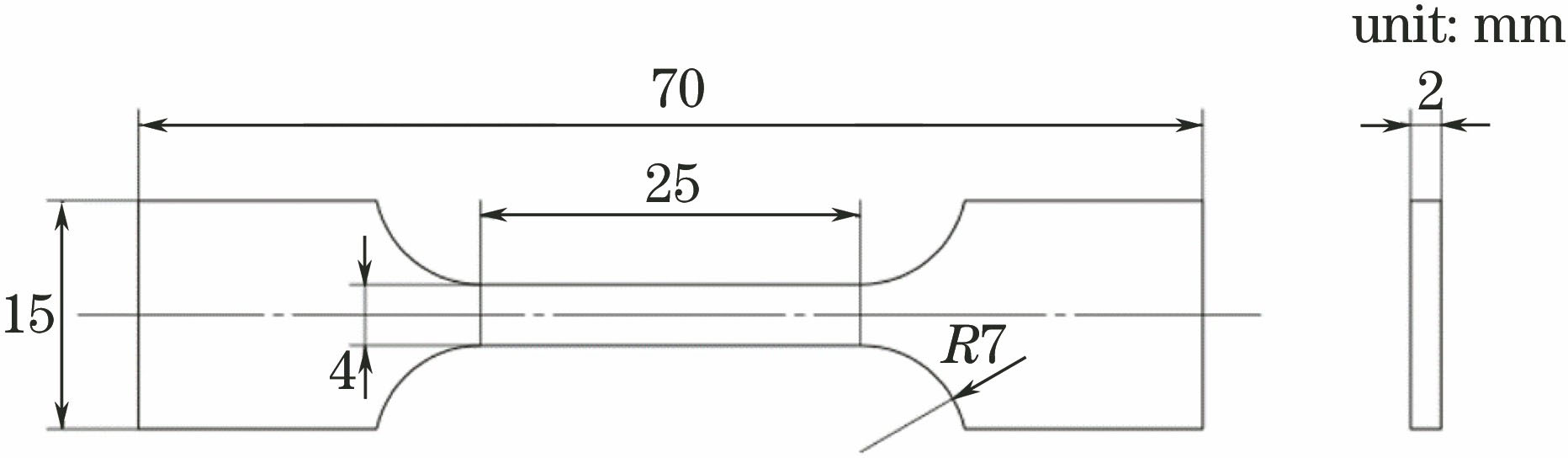
图 2. 拉伸样件几何尺寸
Fig. 2. Geometric dimension of tensile specimen
下载图片 查看原文
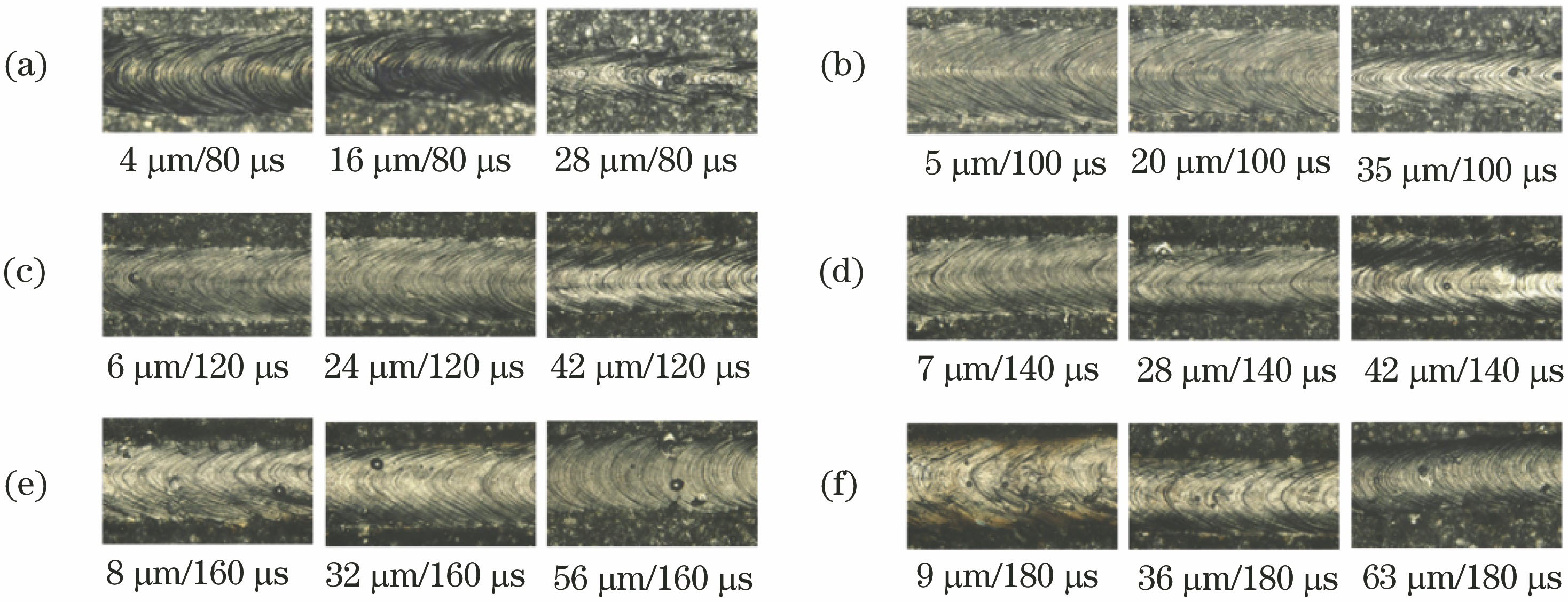
图 3. 不同点距及曝光时间下SLM单熔道表面形貌
Fig. 3. Surface morphologies of single-scan tracks under different point distances and exposure time
下载图片 查看原文
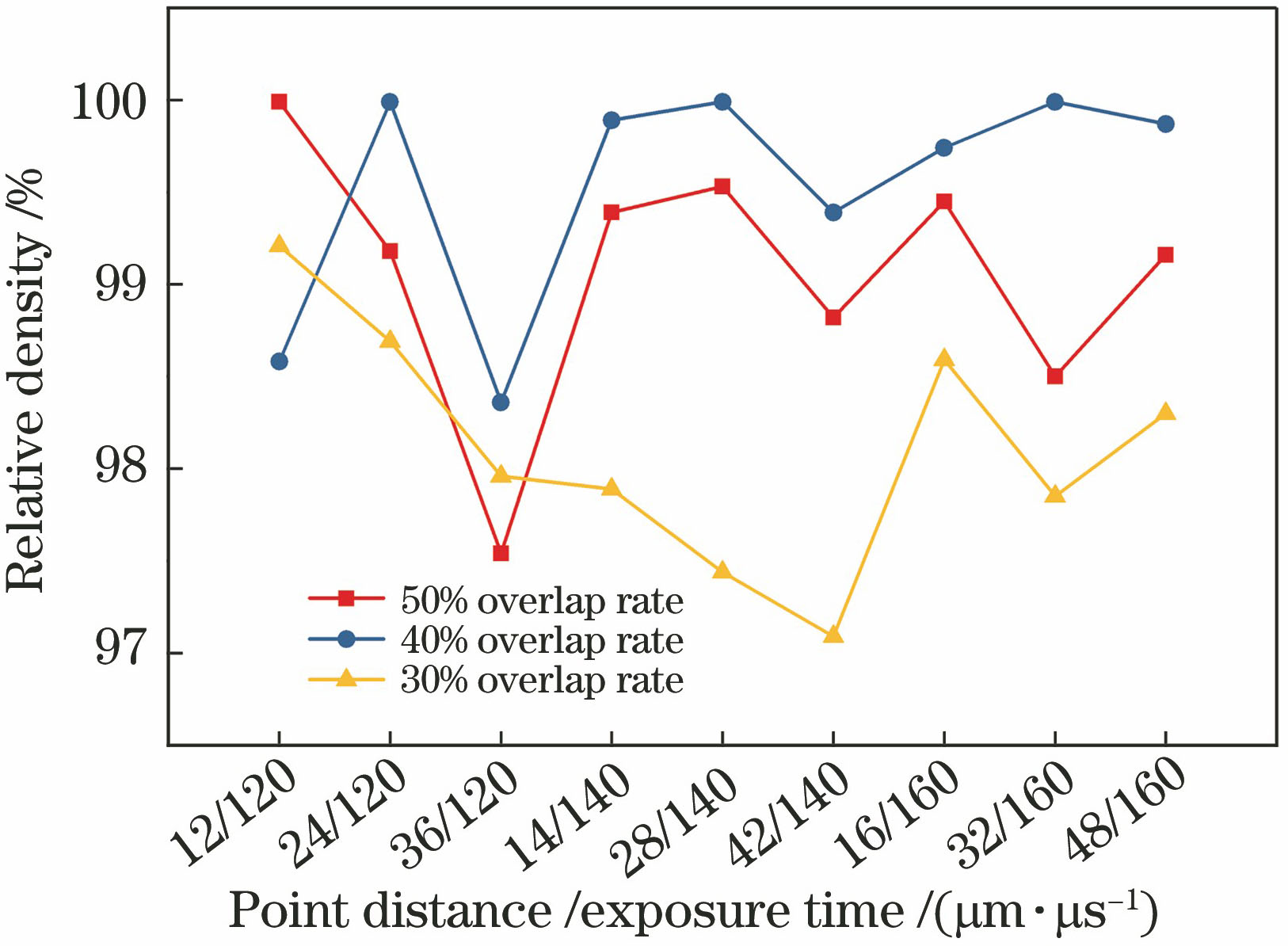
图 4. 样件致密度分布曲线
Fig. 4. Relative density distributions of samples
下载图片 查看原文
图 5. 曝光时间及点距对样件成型的影响。(a)曝光时间过长;(b)点距过大
Fig. 5. Effects of exposure time and point distance on formation of samples. (a) Long exposure time; (b) large point distance
下载图片 查看原文
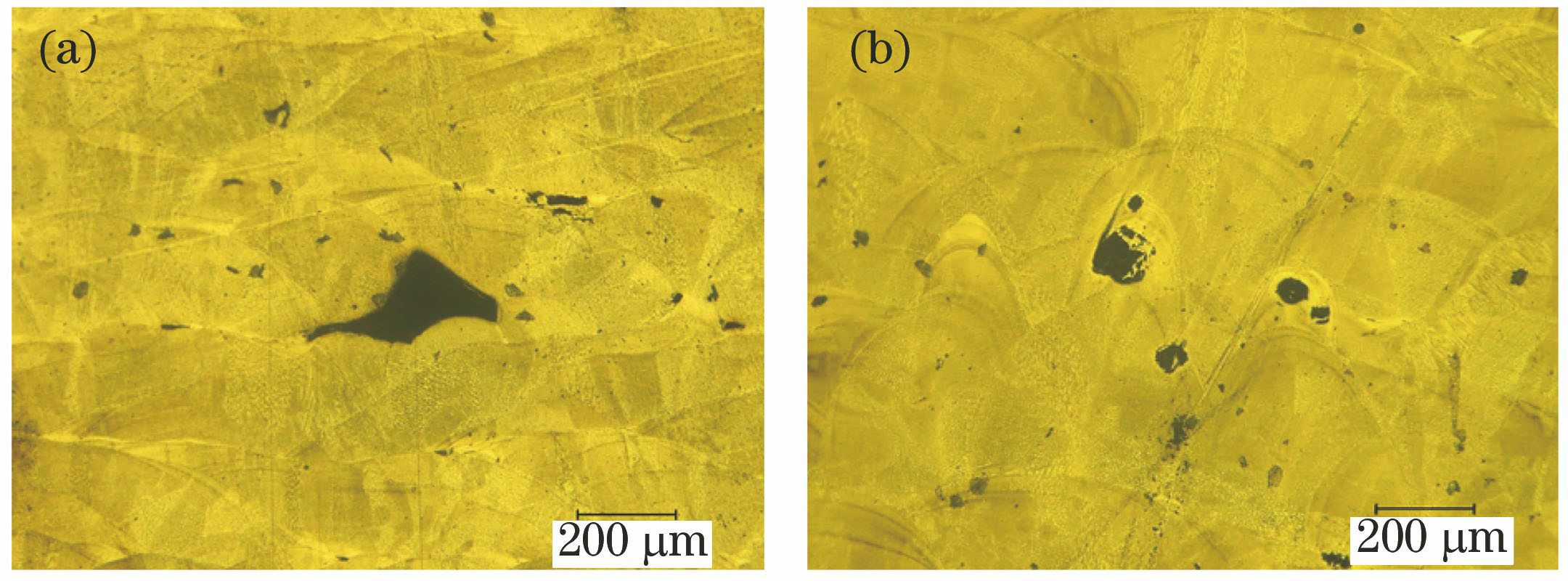
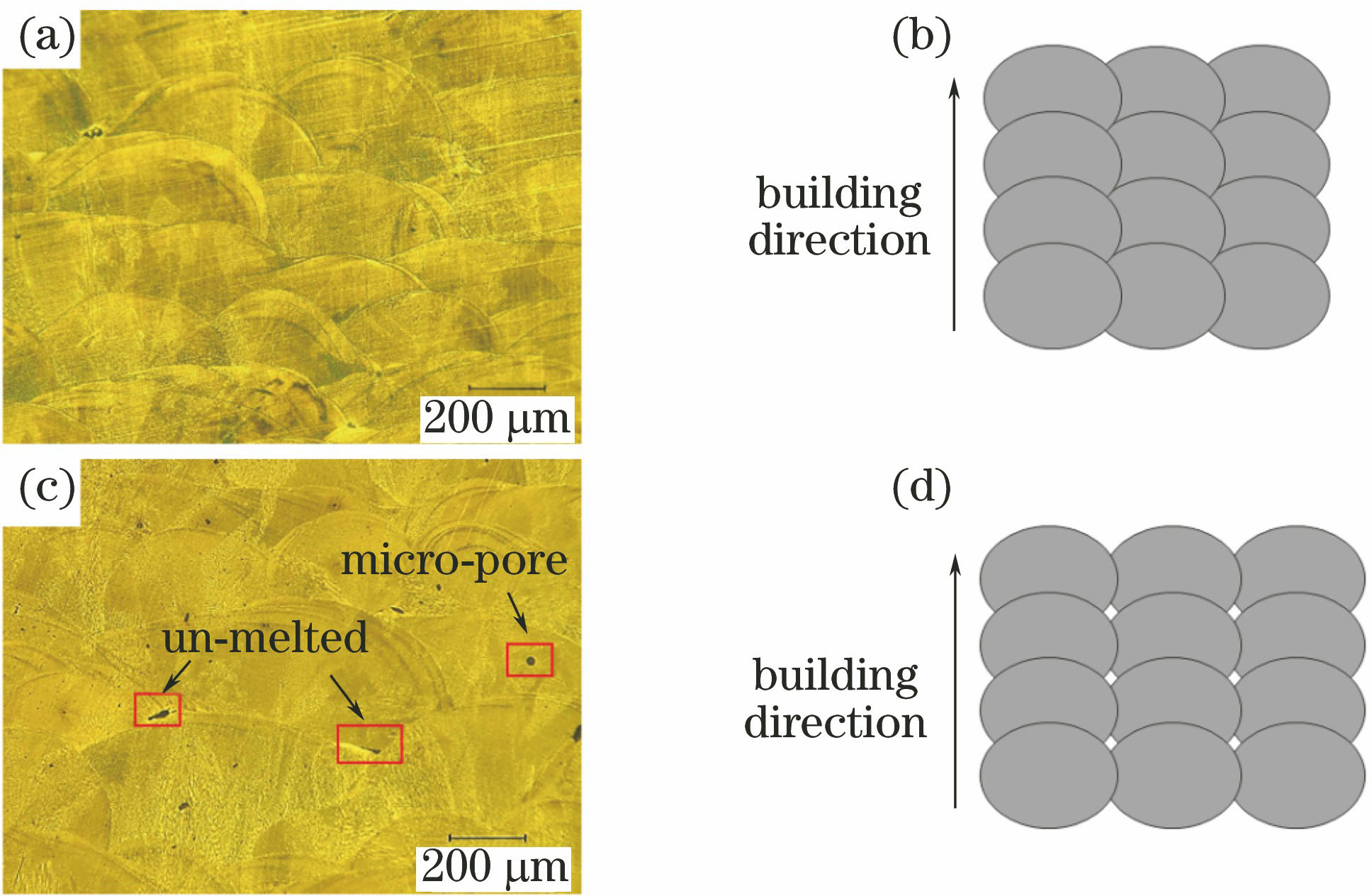
图 6. 不同搭接率下样件的微观形貌。(a)(b)搭接率为40%时表面形貌及释图;(c)(d)搭接率为30%时表面形貌及释图
Fig. 6. Microstructures of samples under different overlap rates. (a)(b) Surface morphology and Interpretation of 40% overlap rate; (c)(d) surface morphology and Interpretation of 30% overlap rate
下载图片 查看原文
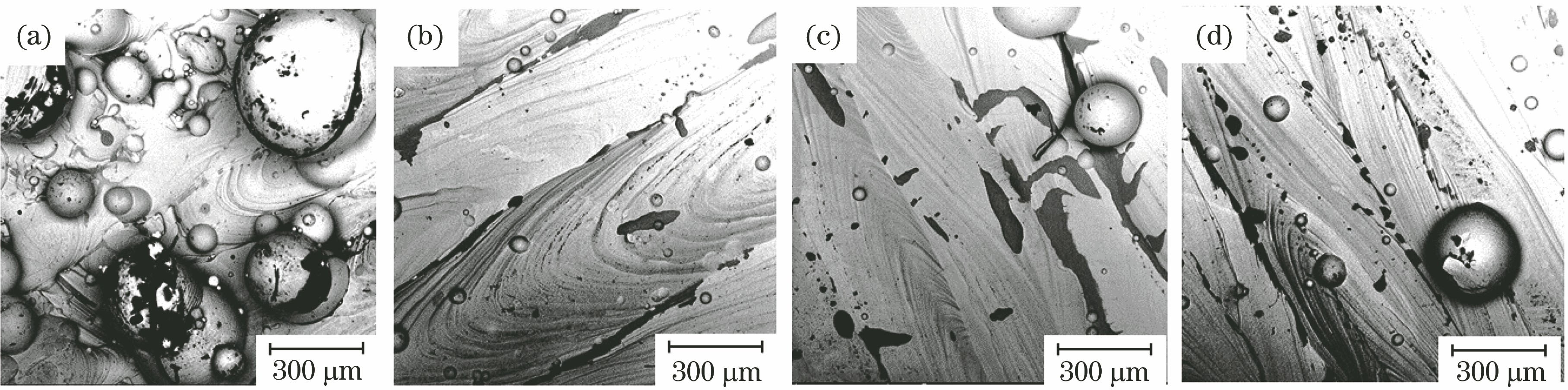
图 7. 不同曝光时间下样件表面球化现象。(a) 100 μs;(b) 120 μs;(c) 140 μs;(d) 160 μs
Fig. 7. Balling phenomena on sample surface under different exposure time. (a) 100 μs; (b) 120 μs; (c) 140 μs; (d) 160 μs
下载图片 查看原文
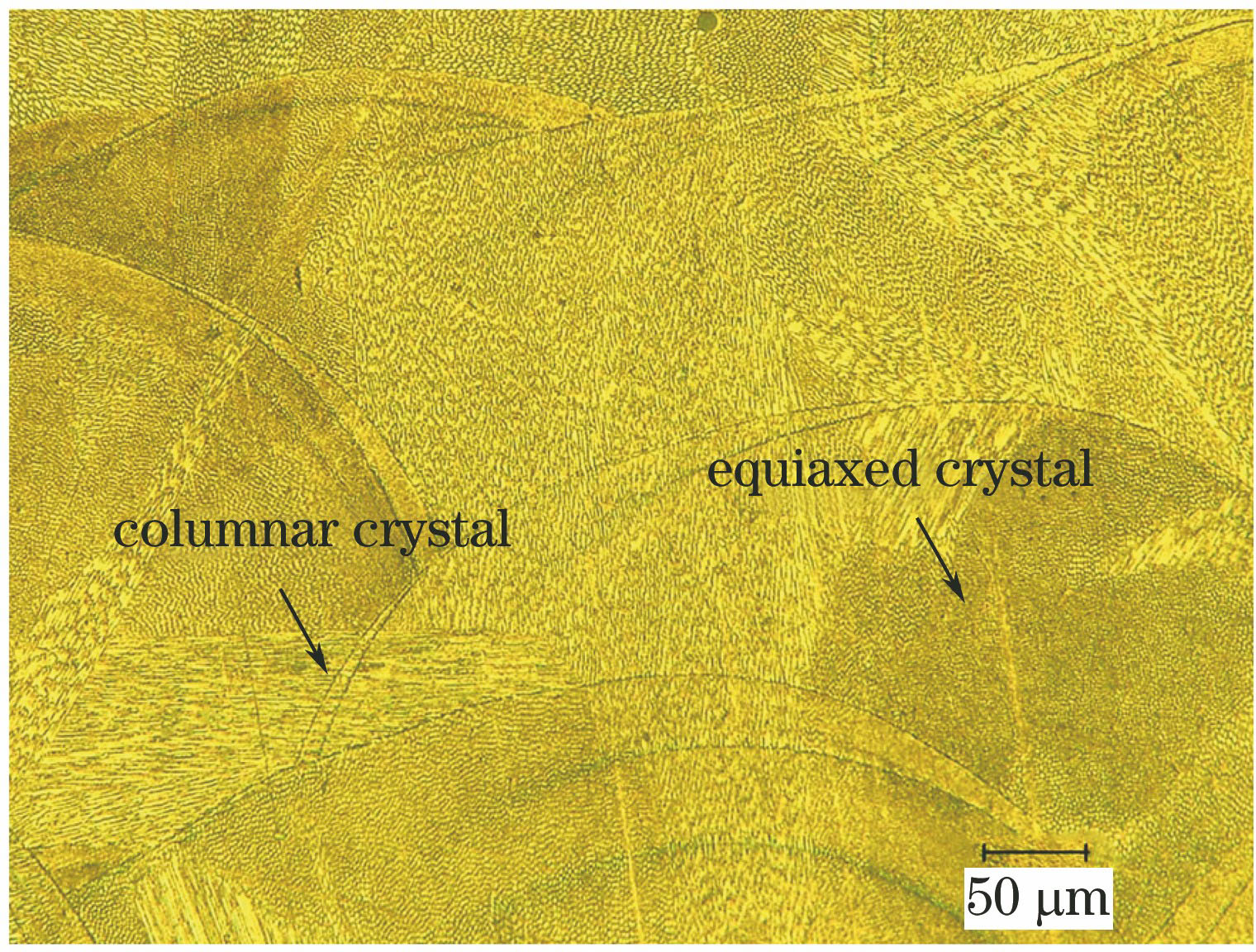
图 8. 曝光时间为140 μs时样件的微观组织
Fig. 8. Microstructure of sample under exposure time of 140 μs
下载图片 查看原文
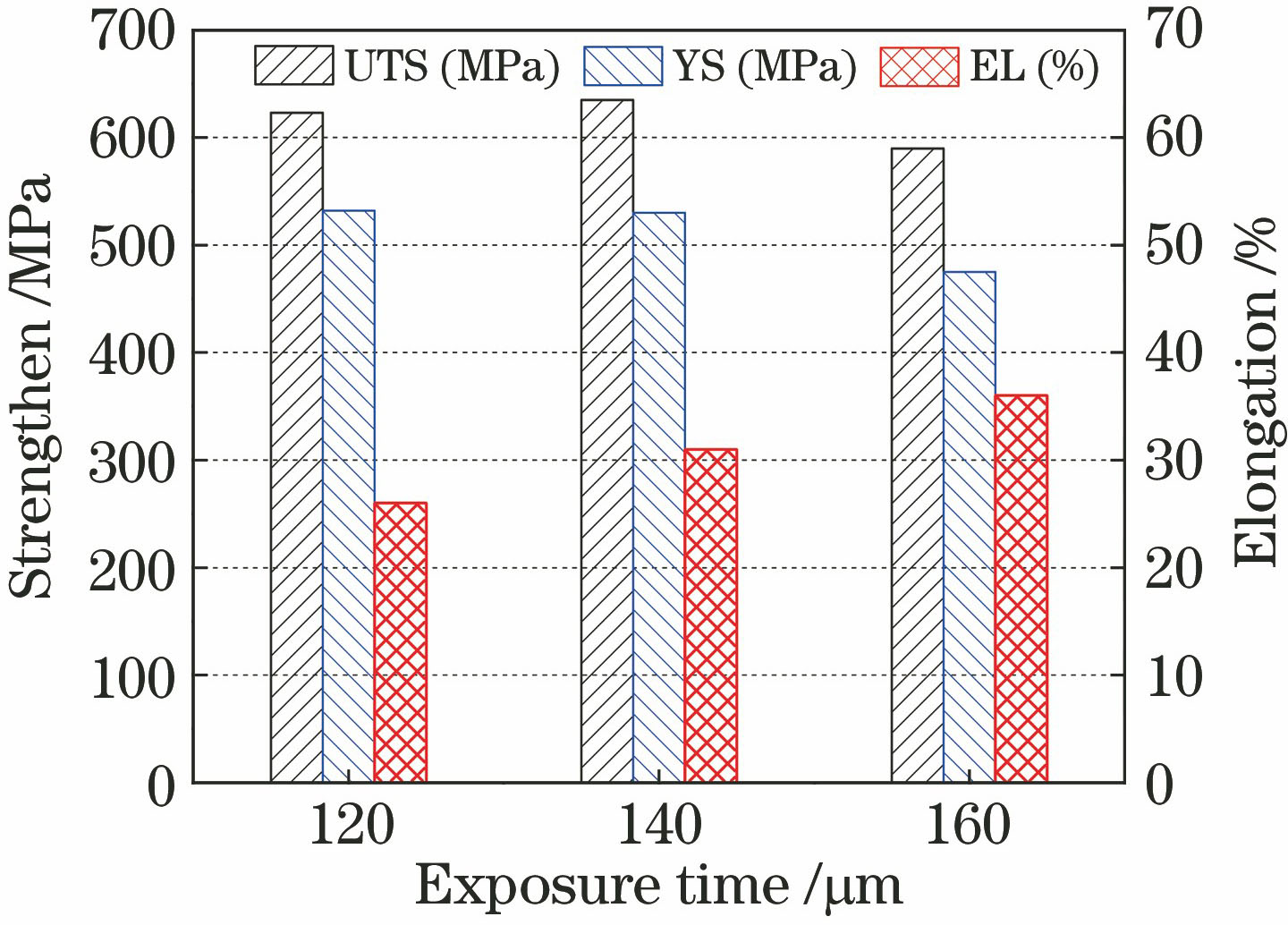
图 9. 不同曝光时间下样件拉伸性能
Fig. 9. Tensile properties of samples under different exposure time
下载图片 查看原文
表 1316L粉末的化学成分(质量分数,%)
Table1. Chemical compositions of 316L powder (mass fraction, %)
| Element | Fe | C | Si | Mn | P | S | Ni | Cr | Mo |
|---|
| Content | Bal. | ≤0.03 | ≤1.00 | ≤2.00 | ≤0.035 | ≤0.03 | 12-15 | 16-18 | 1.8-2.5 |
|
查看原文
表 2SLM单熔道实验参数
Table2. Parameters for single-scan track SLM experiment
| Process parameter | Value | Increment |
|---|
| Laser power /W | 400 | - | | Layer-thickness /μm | 200 | - | | Exposure time /μs | 80-180 | 20 | | Point distance /μm | 4-64 | 4 | | Laser beam spot size /μm | 75 | - |
|
查看原文
表 3SLM块体实验参数
Table3. Parameters for block SLM experiment
| Process parameter | Value | Increment |
|---|
| Laser power /W | 400 | - | | Layer-thickness /μm | 200 | - | | Exposure time /μs | 100-180 | 20 | | Point distance /μm | 4-64 | 4 | | Overlap rate /% | 30-50 | 10 | | Laser beam spot size /μm | 75 | - |
|
查看原文
表 4SLM不同层厚样件的拉伸性能及成型效率
Table4. Tensile properties and building rates of samples with different layer-thicknesses by SLM
| Layer-thickness /μm | YS /MPa | UTS /MPa | Elongation /% | Buildingrate /(mm3·s-1) | Reference |
|---|
| 30 | 524 | 647 | 15.74 | 2.1 | Ref.[25] | | 60 | 528 | 659 | 16.6 | 5.04 | Ref.[26] | | 100 | 559 | 639 | 21 | 1.38 | Ref.[27] | | 200 | 530 | 635 | 31 | 12.4 | Proposed |
|
查看原文
杨锦, 刘玉德, 石文天, 张飞飞, 祁斌, 韩冬. 大层厚316L选区激光熔化工艺优化及性能研究[J]. 激光与光电子学进展, 2019, 56(1): 011401. Jin Yang, Yude Liu, Wentian Shi, Feifei Zhang, Bin Qi, Dong Han. Process Optimization and Performance Investigation in Selective Laser Melting of Large Layer-Thickness 316L Powder[J]. Laser & Optoelectronics Progress, 2019, 56(1): 011401.



 PDF全文
PDF全文

