红外与激光工程
2023, 52(4): 20220686
1 华中科技大学光学与电子信息学院,湖北 武汉 430074
2 深圳市强流明光电有限责任公司,广东 深圳 518104
3 深圳市光优光电科技有限公司,广东 深圳 518108
荧光粉转换白光LED具有高能效、低成本、长寿命等优势,广泛应用于照明领域,提高荧光粉转换白光LED的光效一直是该领域的研究热点。为了对白光LED的高性能封装进行设计优化和制备,采用模拟仿真以及实验测试相结合的方式,对LED芯片封装进行研究分析,采用了特制支架和双芯片封装,提高灯珠光效,在此基础上,改进了荧光粉涂覆工艺,提高了荧光粉激发效率,整体提高LED光效约6%,且研究了远程荧光粉与芯片的距离变化时LED的光效变化。
光学设计 白光发光二极管 远程荧光粉 Light Tools仿真 激光与光电子学进展
2023, 60(9): 0933001
Author Affiliations
Abstract
1 James C. Wyant College of Optical Sciences, The University of Arizona, 1630 E. University Blvd., Tucson, AZ 85721, USA
2 Department of Astronomy and Steward Observatory, Univ. of Arizona, 933 N. Cherry Ave., Tucson, AZ 85721, USA
3 Large Binocular Telescope Observatory, Univ. of Arizona, Tucson, AZ 85721, USA
4 School of Mechanical and Automotive Engineering, Xiamen University of Technology, Xiamen 361024, China
5 National Synchrotron Light Source II (NSLS-II), Brookhaven National Laboratory, PO Box 5000, Upton, NY 11973, USA
6 Academy of Scientific and Innovative Research (AcSIR), Ghaziabad 201002, India
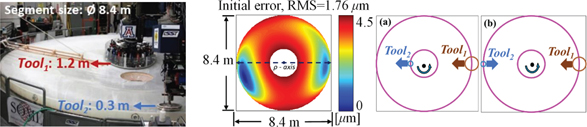
High precision astronomical optics are manufactured through deterministic computer controlled optical surfacing processes, such as subaperture small tool polishing, magnetorheological finishing, bonnet tool polishing, and ion beam figuring. Due to the small tool size and the corresponding tool influence function, large optics fabrication is a highly time-consuming process. The framework of multiplexed figuring runs for the simultaneous use of two or more tools is presented. This multiplexing process increases the manufacturing efficiency and reduces the overall cost using parallelized subaperture tools.High precision astronomical optics are manufactured through deterministic computer controlled optical surfacing processes, such as subaperture small tool polishing, magnetorheological finishing, bonnet tool polishing, and ion beam figuring. Due to the small tool size and the corresponding tool influence function, large optics fabrication is a highly time-consuming process. The framework of multiplexed figuring runs for the simultaneous use of two or more tools is presented. This multiplexing process increases the manufacturing efficiency and reduces the overall cost using parallelized subaperture tools.
Computer controlled optical surfacing Multiplexing Dwell time Concurrent tools Journal of the European Optical Society-Rapid Publications
2022, 18(1): 2022002
河南科技职业大学机电工程学院,河南 周口 466000
在数控机床损伤的高速钢刀具表面激光熔覆制备了Co基WC复合修复层,结果表明:高速钢基体与修复层的界面冶金结合良好,无明显缺陷,修复层主要由Co基FCC晶体结构和三种类型的碳化物组成,显微硬度最高达到(1625±63)HV,比高速钢基体的显微硬度提高了大约364.3%,平均摩擦系数达到0.65,磨损表面相对于高速钢刀具较为完好。同时,切削试验表明具有Co-WC修复层的高速钢刀具切削后前刀面O含量较低,具有更好的切削性能。
激光技术 激光熔覆 数控机床 金属基复合材料 高速钢刀具 切削加工性能 激光与光电子学进展
2022, 59(11): 1114008
光刻技术是半导体集成电路技术发展的主要推动技术,其不断提高的分辨率与图形复制精度成功地将集成电路制造线宽从40多年前的2~3 μm缩小到先进的10~15 nm。在发展过程中,众多先进的技术不断涌现,如投影式光刻、相移掩模版、化学放大型光刻胶、光学邻近效应修正等,及时确保了摩尔法则按时向前推进。以投影光刻发展的历史为主线,从0.25 μm到当今的5 nm再到未来的先进技术节点,对每个关键的技术节点的工艺要求与工艺窗口进行分析,包括采用的新技术及其作用,以展示光刻工艺与相关技术的整体面貌,给读者专业技术的参考。
激光与光电子学进展
2022, 59(9): 0922006
1 安徽工业大学 电气与信息工程学院,安徽马鞍山243032
2 重庆理工大学 机械工程学院,重庆400054
3 合肥工业大学 仪器科学与光电工程学院,安徽合肥20009
为了提高数控机床热误差补偿模型的预测精度与稳健性,对主成分算法在数控机床主轴热误差建模中的应用进行了研究。首先,根据主成分算法原理,提出基于主成分分析的温度敏感点选择算法和热误差建模算法。然后,以一台三轴立式加工中心为对象进行全年温度范围内的主轴热误差测量实验,并基于实验数据建立主轴热误差主成分回归(Principal Component Regression, PCR)模型。进而,将所建立的PCR模型与多元线性回归模型、BP神经网络模型和岭回归模型的预测精度与稳健性进行比对分析,实验结果表明PCR模型在该四种模型中具有最高的预测精度和稳健性,分别达到6.8 μm和2.4 μm。最后,使用所建立的PCR模型对按照转速图谱运行的机床主轴热误差进行预测,预测精度和稳健性分别为6.12 μm和3.43 μm。并将PCR模型嵌入到热误差补偿控制器中进行热误差补偿实验,以验证本文建模算法的有效性。
机床主轴热误差 主成分 建模算法 模型稳健性 thermal error of machine tools spindle principal component modeling algorithm model robustness 光学 精密工程
2021, 29(11): 2649
1 上海大学机电工程与自动化学院, 上海 200444
2 中国科学院上海光学精密机械研究所高功率激光物理联合实验室, 上海 201800
3 中国科学院中国工程物理研究院高功率激光物理联合实验室, 上海 201800
在计算机控制光学表面抛光中,高斯形状的去除函数是一种理想的去除函数,然而传统的双转子运动抛光产生的去除函数与高斯形状有较大偏差,不够平滑,因此会在被抛光表面引入较大的中频误差,影响高功率激光系统的性能。针对该问题,在传统双转子抛光的基础上,本文提出了偏心双转子运动抛光技术,并建立了数学模型。理论分析表明,偏心双转子抛光可以产生更加接近高斯形状的去除函数。对各关键参数进行优化,理论上获得了拟合优度(R2)达到0.9986的高斯型去除函数。进行了偏心双转子定点抛光实验和光栅轨迹数控抛光实验,定点抛光实验中获得了R2=0.9895的高斯型去除函数,验证了理论分析的正确性;光栅轨迹数控抛光实验证明了偏心双转子抛光技术较传统双转子抛光技术对中频误差有更好的抑制作用。
光学制造 小磨头抛光 高斯型去除函数 中频误差 偏心双转子运动 中国激光
2021, 48(24): 2404002
宁夏大学 物理与电子电气工程学院, 宁夏 银川 750021
为提高海马体多图谱分割的精度和时间效率,提出基于高等标准化工具(Advanced Normalization Tools,ANTs)配准的多图谱分割算法。为降低数据规模,在预处理阶段,提取以海马体为中心的立方体box。在配准阶段,提出用ANTs代替重采样环节,再利用微分同胚Demons算法的平滑性、拓扑保持性以及连续性进行精配准。在标签融合阶段,采用加权平均(Majority Voting, MV)算法、基于生成模型约束的GraphCut标签融合(Generative Model, GM)算法、度量学习(Metric Learning, ML)算法以及半监督标签传播随机森林(Integrating Semi-Supervised Label Propagation and Random Forests, RF-SSLP)算法做对比。实验结果表明,用ANTs代替重采样后,可分别提高MV、GM、ML以及RF-SSLP四种融合算法的精度,同时,通过以上4种融合算法的对比发现,基于ANTs配准的半监督标签传播随机森林算法分割精度最高,相较于MV、GM和ML三种融合算法精度提高了3%~5%。
海马体 多图谱 高等标准化工具 融合算法 hippocampus multi-atlas advanced normalization tools fusion algorithm
1 上海大学机电工程与自动化学院, 上海 200444
2 中国科学院上海光学精密机械研究所信息光学与光电技术实验室, 上海 201800
提出一种深紫外波长条件下熔石英光学元件应力双折射的评估方法。该方法利用有限元仿真技术获取熔石英光学元件内若干截面的应力数据,结合三维插值拟合法、琼斯矩阵和路径积分方法计算光学元件引入的总相位延迟量和总方位角。在忽略样品平行度误差的情况下,所提方法对熔石英薄板样品在632.8 nm波长下相位延迟量和方位角的数值计算结果和实验结果基本一致,验证了所提方法的准确性和有效性。在此基础上,推导出相同载荷条件下,熔石英薄板在248 nm和193 nm波长下的应力双折射变化量,所得计算结果可用于分析光学元件内部应力双折射对光学系统偏振性能的影响。
物理光学 光刻机 应力双折射 熔石英 有限元 相位延迟量 方位角 光学学报
2021, 41(12): 1226001
1 大连理工大学 机械工程学院, 辽宁 大连 116024
2 襄阳华中科技大学先进制造工程研究院, 湖北 襄阳 441053
为提高现有数控机床空间误差分析方法的准确度, 本文基于阿贝原则对齐次转换矩阵(HTM)几何误差补偿模型进行优化。首先, 推导出XYFZ型三轴机床适用的HTM几何误差补偿模型并给出模型正确使用的前提条件; 然后, 基于阿贝原则分析了三轴机床的空间误差传递机理, 指出阿贝误差对机床定位精度的影响, 给出理论计算公式并在机床运动轴上进行实验验证; 最后, 基于阿贝原则和布莱恩原则对现有的HTM几何误差补偿模型进行优化, 采用该模型拟合体对角线空间误差, 并与实测机床体对角线误差进行对比验证。现有HTM几何补偿模型可将机床空间误差由41.15 μm补偿至16.37 μm, 补偿率为60.22%; 优化后的补偿模型可将机床空间误差补偿至5.32 μm, 补偿率为87.07%, 提高了26.85%。实验结果表明, 优化后的补偿模型更加合理, 进一步改善了空间误差的补偿精度。
数控机床 几何误差 补偿模型 阿贝原则 CNC machine tools geometric error compensation model Abbe principle









