1 中国科学院长春光学精密机械与物理研究所,吉林 长春 130033
2 中国科学院大学,北京 100049
为保证大口径离轴三反消像散(Three-Mirror Anastigmat,TMA)光学系统在轨成像质量,探明离轴TMA系统中次镜位姿与主镜及三镜面形误差补偿机理,以矢量像差理论为基础,用Zernike多项式表述离轴TMA系统镜面面形误差,并对系统镜面面形误差进行解析。通过分析发现,位于非光阑位置三阶彗差经光瞳坐标变换衍生出与视场线性相关像散;提出结合失调离轴系统矢量像差校正解析式,以系统出瞳波像差RMS值为评价标准,构建离轴TMA系统像差补偿模型,利用次镜位姿对主镜及三镜存在面形误差的离轴TMA系统进行补偿。仿真实验表明:系统主镜存在0.5λ像散与彗差时,所构建像差补偿模型可将系统出瞳波像差由0.18λ补偿至0.08λ;系统三镜存在0.05λ像散与彗差时,可将出瞳波像差由0.3λ补偿至0.1λ,且当三镜面形误差在(−0.03λ,0.03λ)范围内时,可将系统各视场RMS值补偿至系统设计值,使系统成像质量满足要求,为大口径反射式空间望远镜在轨主动装调提供进一步理论指导。
离轴三反消像散 矢量像差理论 像差补偿 波像差 off-axis three-mirror anastigmat nodal aberration theory figure error compensation wavefront error 红外与激光工程
2023, 52(4): 20230053
Author Affiliations
Abstract
1 Leibniz Institute of Surface Engineering (IOM), Permoserstraße 15, 04318 Leipzig, Germany
2 JENOPTIK Optical Systems GmbH, Göschwitzer Straße 25, 07745 Jena, Germany
3 Institute of Manufacturing Science and Engineering, TU Dresden, 01062 Dresden, Germany
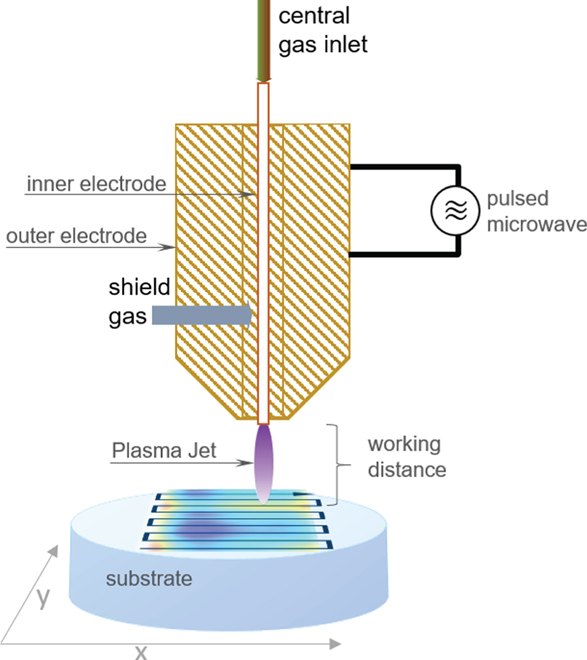
To meet the increasing market demand for optical components, Plasma Jet Machining (PJM) of Borosilicate Crown Glass (BCG), which can be an alternative to Fused Silica, is presented. Surface figure error correction was performed by applying reactive plasma jet etching, where a fluorine-containing microwave driven plasma jet is employed to reduce the figure error in a deterministic dwell-time controlled dry etching process. However, some of the glass constituents of BCG cause the formation of a residual layer during surface treatment which influences the local material removal. By heating the substrate to about TS = 325 °C to 350 °C during processing, the etching behavior can clearly be improved. Geometric conditions of the optical element nevertheless lead to a characteristic temperature distribution on the substrate surface, which requires an adjustment of the local dwell times in order to obtain the required material removal. Furthermore, the resulting local surface roughness is also influenced by the surface temperature distribution. It is shown that figure error can be significantly reduced by taking the local temperature distribution and resulting local etching rates into account. A subsequent polishing step smoothens roughness features occurring during etching to provide optical surface quality.To meet the increasing market demand for optical components, Plasma Jet Machining (PJM) of Borosilicate Crown Glass (BCG), which can be an alternative to Fused Silica, is presented. Surface figure error correction was performed by applying reactive plasma jet etching, where a fluorine-containing microwave driven plasma jet is employed to reduce the figure error in a deterministic dwell-time controlled dry etching process. However, some of the glass constituents of BCG cause the formation of a residual layer during surface treatment which influences the local material removal. By heating the substrate to about TS = 325 °C to 350 °C during processing, the etching behavior can clearly be improved. Geometric conditions of the optical element nevertheless lead to a characteristic temperature distribution on the substrate surface, which requires an adjustment of the local dwell times in order to obtain the required material removal. Furthermore, the resulting local surface roughness is also influenced by the surface temperature distribution. It is shown that figure error can be significantly reduced by taking the local temperature distribution and resulting local etching rates into account. A subsequent polishing step smoothens roughness features occurring during etching to provide optical surface quality.
Plasma Jet Machining Atmospheric Plasma Jet Reactive plasma jet etching Borosilicate Crown Glass Figure error Chemical etching Journal of the European Optical Society-Rapid Publications
2022, 18(1): 2022003
1 同济大学 先进微结构材料教育部重点实验室, 上海 200092
2 同济大学 物理科学与工程学院 精密光学工程技术研究所, 上海 200092
基于热弯玻璃的圆锥近似Wolter-I型X射线聚焦望远镜采用在凸柱面镜模具上热弯超薄玻璃的反射镜片制作方式, 柱面镜低频面形误差和中频波纹度是影响望远镜聚焦性能的主要因素, 因此高精度快速检测凹凸柱面镜中低频表面误差是研制中的关键技术。传统的柱面样板法无法检测超薄镜片, 且只能检测对应样板半径的面形, 检测效率低, 无法满足要求。采用基于计算全息的零位补偿干涉检测法和激光扫描两种方法, 对超光滑凸柱面模具和超薄凹柱面镜片进行快速定量检测, 计算了两种检测方法的功率谱密度, 通过表面的斜率误差拟合得到点扩散函数曲线和半功率直径。结果表明: 两种方法都能够快速定量表征中低频表面误差对X射线望远镜角分辨率的影响, 为提高反射镜制作精度和改善X射线望远镜聚焦性能提供了技术支撑。
圆锥近似Wolter-I望远镜 柱面镜检测 面形误差 计算全息干涉检验 激光扫描 conic Wolter-I telescope cylindrical glass measurement figure error CGH interferometry laser scanner 红外与激光工程
2018, 47(4): 0417001
北京空间机电研究所 国防科技工业光学超精密加工技术创新中心(先进制造类), 北京 100094
介绍一块Ф1300mmULE材料非球面反射镜的加工与检测方法。采用非球面超声铣磨、机器人研抛等多个工序组合加工技术完成了非球面反射镜的加工。在非球面检测中, 采用大口径三坐标测量的方法进行了研磨阶段的面形检测, 通过Z向滤波的方法对面形拟合过程中的噪点误差进行了处理, 将研磨阶段的面形精度提高至5μm PV值。在干涉仪测量阶段, 采用气囊支撑方法对反射镜的重力误差进行了卸载, 通过非线性误差矫正的方法去除了零位补偿检测所带来的非线性误差, 反射镜的最终精度达到0.016λRMS。试验结果表明, 大口径非球面反射镜各项技术指标均满足设计要求, 所用工艺方法适用于加工更大口径的非球面反射镜及其他类型的大口径非球面光学元件。
光学测量 光学加工 非球面反射镜 零位补偿 面形精度 optical measurement optical fabrication aspheric mirror null compensation surface figure error
介绍了Ф420 mm熔石英高次非球面透镜的加工与检测方法。对现有数控加工工艺进行了优化, 通过分工序加工方式, 依次采用机器人研磨、抛光和离子束修形技术完成了透镜的加工。进行非球面透镜检测时, 考虑透镜的凹面为球面, 利用球面波干涉仪对其面形进行了直接检测, 剔除干涉仪标准镜镜头参考面误差后, 透镜凹面的精度达到0.011λ-RMS; 针对透镜的凸面为高次非球面, 采用基于背后反射自准法的零位补偿技术对其进行面形检测, 其精度达到0.013λ-RMS。最后, 采用一块高精度标准球面镜对加工后透镜的透射波前进行了自消球差检测, 得到其波前误差为0.013λ-RMS。试验结果表明, 非球面透镜各项技术指标均满足设计要求。所述工艺方法亦适用于更大口径的非球面透镜及其他类型非球面光学元件的高精度加工.
非球面透镜 光学加工 透镜加工 透镜检测 零位补偿 面形精度 aspheric lens optical fabrication lens fabrication lens test null compensation surface figure error 光学 精密工程
2016, 24(12): 3068
中国科学院 长春光学精密机械与物理研究所, 吉林 长春 130033
为使瑞奇-康芒法检测结果更为真实地反映出被检平面镜的面形情况, 对瑞奇-康芒检测数据处理方法进行研究。针对现有的数据模型, 提出利用坐标转换关系法计算平面镜的面形误差。利用仿真验证坐标转换法的有效性并分析此方法的理论计算精度。通过对比实验结果与干涉仪直接检测结果可知, 坐标转换法的实际PV检测精度优于1/20 λ, RMS检测精度优于1/100 λ, 达到高精度检测要求。相比影响矩阵法结果, PV精度提高了0.013 λ, RMS精度提高了0.003 7 λ, 证明坐标转换法更适用于瑞奇-康芒法数据处理分析。
光学检测 大口径平面镜 瑞奇-康芒 面形误差 optical test large flat mirror Ritchey-Common surface figure error Zernike Zernike
中国科学院长春光学精密机械与物理研究所, 吉林 长春 130033
光学镜面是空间光学遥感器的重要组成部件, 刚体位移和面形 误差是评价其环境适应性的重要指标。介绍了一种从Pantran/Nastran软件的有限元分析结果中提取光 学镜面的刚体位移和面形误差的方法。首先对Patran输出的原始数据进行预处理, 消除原始数据 误差;然后采用坐标变换法计算光学镜面的刚体位移, 并通过法方程法直接进行求解, 没有出现病态矩阵问题; 最后通过球面方程拟合法计算光学镜面的面形误差, 将球面拟合问题转换成3变量最优化问题再进行处 理, 并采用高斯-牛顿法进行数值迭代求解。经工程实践证明, 该方法具有计算简洁准确、计算速度快等特点。
光学镜面 刚体位移 法方程法 面形误差 高斯-牛顿法 optical mirror rigid body displacement method of normal equations surface figure error Gauss-Newton method
1 中国工程物理研究院激光聚变研究中心, 四川 绵阳 621900
2 西南科技大学计算机科学与技术学院, 四川 绵阳 621900
针对已有的角差法面形检测原理验证装置,分析采用相对测角法测量反射镜表面采样点的斜率并重构面形的测量方式中测角误差的传递方式。通过Matlab软件建立该传递方式的分析模型,并分析测角稳定性误差对面形测量的影响。实验证明该仿真分析的结果可靠有效。
测量 大口径反射镜 面形测量 角差法 相对测量 面形误差 光学学报
2014, 34(10): 1012003
中国科学院 长春光学精密机械与物理研究所, 吉林 长春 130033
由于传统的均方根方法在评价大口径反射镜时难以精确表达光学表面的中空间频率误差, 本文提出了基于斜率均方根(SlopeRms)的误差评价方法来评价光学表面面形。该方法先以Zernike多项式拟合光学表面面形,在此基础上求解不同空间间隔上的斜率均方根。这种评价方法可以很好地区分小尺寸磨削工具造成的误差和大口径反射镜在多点支撑下造成的面形误差。文中建立了SlopeRms的数学模型,推导了SlopeRms的计算方法,并以此方法为基础对30 m 望远镜(TMT)三镜面形进行了评价。结果显示,采用斜率均方根的评价方法得到的光学表面面形值达到0.9 μrad,优于传统的RMS评价方法(RMS=115 nm),满足设计要求。结果显示,基于斜率均方根的误差评价方法能更加全面和客观地评价大口径反射镜面形,具有实际意义。
光学检测 30 m望远镜 表面面形 面形误差 斜率均方根 均方根 optical test Thirty Meter Microscope(TMT) surface figure figure error SlopeRms Root Mean Square(RMS)









