Author Affiliations
Abstract
1 James C. Wyant College of Optical Sciences, The University of Arizona, 1630 E. University Blvd., Tucson, AZ 85721, USA
2 Department of Astronomy and Steward Observatory, Univ. of Arizona, 933 N. Cherry Ave., Tucson, AZ 85721, USA
3 Large Binocular Telescope Observatory, Univ. of Arizona, Tucson, AZ 85721, USA
4 School of Mechanical and Automotive Engineering, Xiamen University of Technology, Xiamen 361024, China
5 National Synchrotron Light Source II (NSLS-II), Brookhaven National Laboratory, PO Box 5000, Upton, NY 11973, USA
6 Academy of Scientific and Innovative Research (AcSIR), Ghaziabad 201002, India
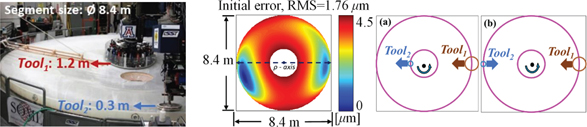
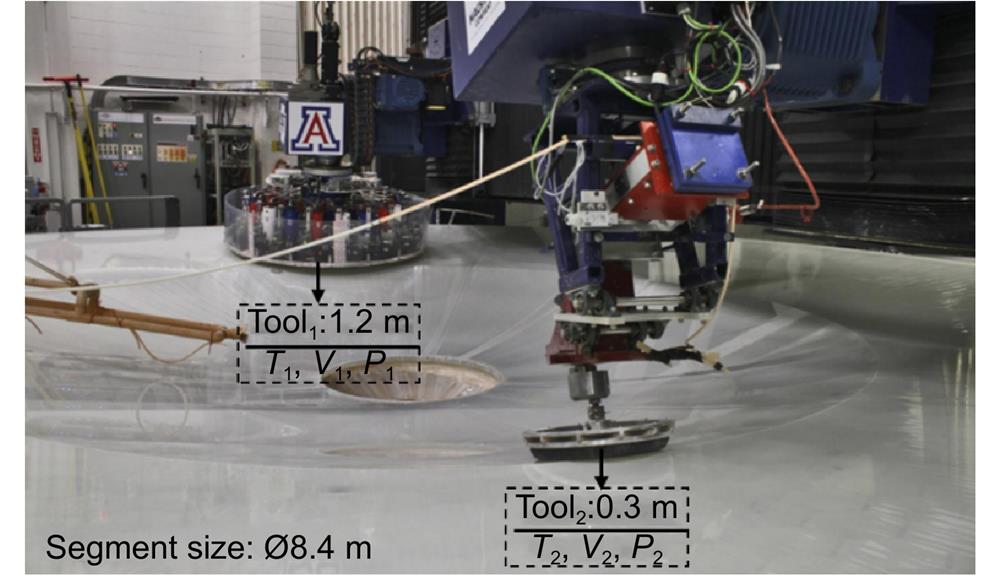
High precision astronomical optics are manufactured through deterministic computer controlled optical surfacing processes, such as subaperture small tool polishing, magnetorheological finishing, bonnet tool polishing, and ion beam figuring. Due to the small tool size and the corresponding tool influence function, large optics fabrication is a highly time-consuming process. The framework of multiplexed figuring runs for the simultaneous use of two or more tools is presented. This multiplexing process increases the manufacturing efficiency and reduces the overall cost using parallelized subaperture tools.High precision astronomical optics are manufactured through deterministic computer controlled optical surfacing processes, such as subaperture small tool polishing, magnetorheological finishing, bonnet tool polishing, and ion beam figuring. Due to the small tool size and the corresponding tool influence function, large optics fabrication is a highly time-consuming process. The framework of multiplexed figuring runs for the simultaneous use of two or more tools is presented. This multiplexing process increases the manufacturing efficiency and reduces the overall cost using parallelized subaperture tools.
Computer controlled optical surfacing Multiplexing Dwell time Concurrent tools Journal of the European Optical Society-Rapid Publications
2022, 18(1): 2022002
Author Affiliations
Abstract
1 Wyant College of Optical Sciences, University of Arizona, 1630 E. University Blvd., Tucson, AZ 85721, USA
2 Department of Astronomy and Steward Observatory, University of Arizona, 933 N. Cherry Ave., Tucson, AZ 85721, USA
3 Large Binocular Telescope Observatory, University of Arizona, 933 N. Cherry Ave., Tucson, AZ 85721, USA
4 School of Mechanical and Automotive Engineering, Xiamen University of Technology, Xiamen 361024, China
5 National Synchrotron Light Source II (NSLS-II), Brookhaven National Laboratory, PO Box 5000, Upton, New York 11973, USA
Significant optical engineering advances at the University of Arizona are being made for design, fabrication, and construction of next generation astronomical telescopes. This summary review paper focuses on the technological advances in three key areas. First is the optical fabrication technique used for constructing next-generation telescope mirrors. Advances in ground-based telescope control and instrumentation comprise the second area of development. This includes active alignment of the laser truss-based Large Binocular Telescope (LBT) prime focus camera, the new MOBIUS modular cross-dispersion spectroscopy unit used at the prime focal plane of the LBT, and topological pupil segment optimization. Lastly, future space telescope concepts and enabling technologies are discussed. Among these, the Nautilus space observatory requires challenging alignment of segmented multi-order diffractive elements. The OASIS terahertz space telescope presents unique challenges for characterizing the inflatable primary mirror, and the Hyperion space telescope pushes the limits of high spectral resolution, far-UV spectroscopy. The Coronagraphic Debris and Exoplanet Exploring Pioneer (CDEEP) is a Small Satellite (SmallSat) mission concept for high-contrast imaging of circumstellar disks and exoplanets using vector vortex coronagraph. These advances in optical engineering technologies will help mankind to probe, explore, and understand the scientific beauty of our universe.
computer controlled optical surfacing; CCOS multiplexing dwell time optimization optical metrology telescope alignment large binocular telescope MOBIUS pupil segmentation OASIS nautilus hyperion CDEEP vector vortex coronagraph Opto-Electronic Advances
2021, 4(6): 06210040
大口径非球面光学元件的面形中频误差对光路中的光斑扩散函数精度以及高能激光的能量散射有着直接的影响, 针对该问题, 提出一种计算机控制的多磨头组合抛光技术, 用于对非球面元件中频误差的有效控制。对半刚性抛光盘抛光过程进行了力学有限元分析, 并基于Bridging模型对半刚性抛光盘抛光过程进行了理论模拟, 对其贴合特性进行了研究分析。实验结果表明: 采用多磨头组合抛光的技术能够有效改善大尺寸非球面元件的面形中频误差, 加工的两件460 mm离轴抛物面元件面形PSD1值相对于之前降低了近70%, 达到2.835 nm, 并且PV小于0.16λ(632.8 nm), RMS小于0.02λ。
数控抛光 离轴抛物面 中频误差 半刚性盘 匀滑抛光 computer controlled optical surfacing off-axis parabolic mid-spatial-frequency errors semi-rigid polishing tools smooth polishing. 强激光与粒子束
2018, 30(6): 062003
中国科学院长春光学精密机械与物理研究所 中国科学院光学系统先进制造技术重点实验室, 长春130033
将光学系统波像差检验技术与子孔径拼接测试技术相融合提出了凸非球面系统拼接检测方法, 对该方法的原理和实现步骤进行了分析和研究, 并建立了合理的子孔径拼接数学模型.依次利用计算机控制光学表面成形技术和磁流变抛光技术对一包含大口径凸非球面的离轴三反光学系统的各反射镜进行加工, 并对整个系统进行装调和测试.测定光学系统各视场的波像差分布, 通过综合优化子孔径拼接算法和全口径面形数据插值求解得到大口径凸非球面全口径的面形信息.结合工程实例, 对一口径为292 mm×183 mm的离轴非球面次镜进行了系统拼接测试和加工, 其最终面形分布的均方根值为0.017λ(λ=632.8 nm).
光学加工 光学检测 凸非球面 计算机控制光学表面成形 磁流变抛光 子孔径拼接 Optical fabrication Optical testing Convex asphere Computer Controlled Optical Surfacing(CCOS) Magneto Rheological Finishing (MRF) Subaperture Stitching Interferometry (SSI) 光子学报
2016, 45(7): 070722001
中国科学院 长春光学精密机械与物理研究所 光学系统先进制造技术中国科学院重点实验室, 吉林 长春 130033
为了提高光学加工效率, 缩短大口径光学元件制造周期, 本文提出了一种具有公自转运动模式的新型高效抛光方式, 对其结构、工作原理以及去除特性进行了研究。首先, 介绍了公自转抛光装置机械结构及工作原理。接着, 根据Hertz接触理论和Preston方程进行了去除函数建模, 讨论了不同转速比情况下的去除函数形状。然后, 根据理论模型进行了去除函数实验、工艺参数实验以及稳定性实验, 研究了压入深度、转速等工艺参数对去除结果的影响。最后, 进行了200 mm口径SiC工件的仿真加工。实验结果表明: 在2 mm压入深度、200 rpm转速情况下, 去除区域直径为1923 mm, 体去除率达到0197 mm3/min, 去除效率高于同等去除区域大小的传统小磨头加工方式; 仿真加工结果表明: SiC仿真镜经过37 h加工, 面形从3008λPV, 0553λRMS提高到0065λPV, 0005λRMS, 收敛效率为达到9818%。
光学抛光 计算机辅助表面成型 公自转轮式抛光 去除函数 高效加工 optical polishing computer controlled optical surfacing co-rotation and self-rotation polishing removal function high-efficiency fabrication
1 中国科学院上海光学精密机械研究所, 上海 201800
2 中国科学院大学, 北京 100049
3 上海恒益光学精密机械有限公司, 上海 201800
在计算机控制光学表面成形(CCOS)技术中,由于边缘处压力分布的不均匀,会在工件边缘产生边缘效应,边缘效应会严重阻碍面形误差的收敛,边缘效应问题已成为数控加工技术中亟待解决的关键问题之一。针对边缘处压力阶跃分布模型和线性分布模型进行了理论仿真及实验验证,实验结果表明,对于方形工件,在露边量较大(实验中露边量为去除函数束径的1/3)和露边量较小(实验中露边量为去除函数束径的1/24)的情况下,两种模型得到的去除函数结果相差不大,都能够在一定程度上反映出实际结果;当露边量适中(实验中露边量为去除函数束径的1/6)时,线性模型下的去除函数更接近实验结果,阶跃模型在去除函数中心区域与实验结果偏离较大。
光学制造 计算机控制光学表面成形 边缘效应 去除函数 线性模型 阶跃模型 中国激光
2014, 41(12): 1216002
中国科学院长春光学精密机械与物理研究所光学系统先进制造技术中国科学院重点实验室, 吉林 长春 130033
为了研制出高质量光学表面的离轴非球面碳化硅反射镜,提出一套包括铣磨成型、研磨、粗抛光、表面改性以及精密抛光等工序的完备的离轴非球面碳化硅反射镜加工工艺规范。采用Ultrasonic 100-5数控加工机床直接将Φ600 mm碳化硅反射镜铣磨成离轴非球面,铣磨后反射镜面形精度的峰谷(PV)值为17.17 μm。利用计算机控制光学表面成型(CCOS)技术对离轴非球面碳化硅反射镜进行研磨和粗抛光,使其面形精度的均方根(RMS)值达到0.102λ(λ=0.6328 μm)。采用离子束辅助沉积(IBAD)表面改性技术在粗抛光后离轴非球面碳化硅反射镜表面镀制一层厚度约10 μm的硅改性层,并利用先进的离子束抛光(IBF)技术对表面改性离轴非球面碳化硅反射镜进行精密抛光。最终离轴非球面碳化硅反射镜的面形精度和表面粗糙度的RMS值分别达到0.018λ和0.6968 nm。加工结果表明提出的加工工艺规范完备,适用于离轴非球面碳化硅反射镜的加工。
光学加工 离轴非球面碳化硅反射镜 铣磨 计算机控制光学表面成型 表面改性 离子束抛光 光学学报
2013, 33(s2): s222001
1 中国科学院国家天文台南京天文光学技术研究所,江苏 南京 210042
2 中国科学院天文光学技术重点实验室,江苏 南京 210042
3 中国科学院研究生院,北京 100039
在离子束抛光设备研制过程中,离子源扫描运动方式的选择是很关键的,一般分为直角坐标方式扫描和极坐标方式扫描两种。根据两种扫描方式的特点,在极坐标系统下进行直角坐标扫描方式加工。该种方法采用直角坐标扫描方式下的驻留时间计算,算法相对简单。该种方法在极坐标系统下进行加工,同等情况下可加工圆形镜面的口径比直角坐标系统下更大些;而且离子源的可移动区域是一条直线,其余地方可以摆放其他设备,空间利用率较高。对这种新思路进行仿真分析,证实了其具有可行性。
离子束抛光 极坐标系统 扫描方式 计算机控制光学表面成形 ion beam polishing polar coordinates system scanning mode computer controlled optical surfacing
中国工程物理研究院 机械制造工艺研究所, 四川 绵阳 621900
建立了基于矩阵计算的驻留时间计算模型,根据实际加工要求建立了最小二乘和最佳一致逼近最优化求解数学模型,总结了两类优化问题的求解方法。根据自研数学解法器,利用数值计算分析了这两类算法的计算特点。仿真结果显示,两种自研算法具有较高的计算精度,最小二乘逼近算法计算效率有待提高,对外界扰动和计算模型等误差不敏感,最佳一致逼近算法计算效率较高,但对误差比较敏感。实际加工时,如果面形精度已经比较高时,建议多采用最小二乘逼近算法。
计算机控制光学表面成形技术 驻留时间 优化算法 最小二乘法 最佳一致逼近 computer controlled optical surfacing dwell time optimization algorithm least squares algorithm uniform approximation 强激光与粒子束
2011, 23(12): 3239
中国工程物理研究院 机械制造工艺研究所, 四川 绵阳 621900
采用基于稀疏矩阵的大规模非负最小二乘法,对大口径、微浮雕结构光学元件加工中的驻留时间进行了分析与求解,并对该算法开展了正则化研究。仿真结果表明: 与传统非负最小二乘法相比,基于稀疏矩阵的大规模非负最小二乘法精度高、效率快。采用该算法仿真加工平均振幅为1.177 6倍波长的大口径、微浮雕结构光学元件,误差面形均方根收敛至0.067倍波长。
计算机控制光学表面成形 驻留时间 大规模非负最小二乘法 正则化 面形精度 computer controlled optical surfacing dwell time large-scale non-negative least-squares method regularization surface precisi 强激光与粒子束
2011, 23(12): 3207









